Knick nach oben
 Figure: BFT International
Figure: BFT International
 Figure: fdu
Figure: fdu
 Figure: BFT International
Figure: BFT International
 Figure: Progress
Figure: Progress
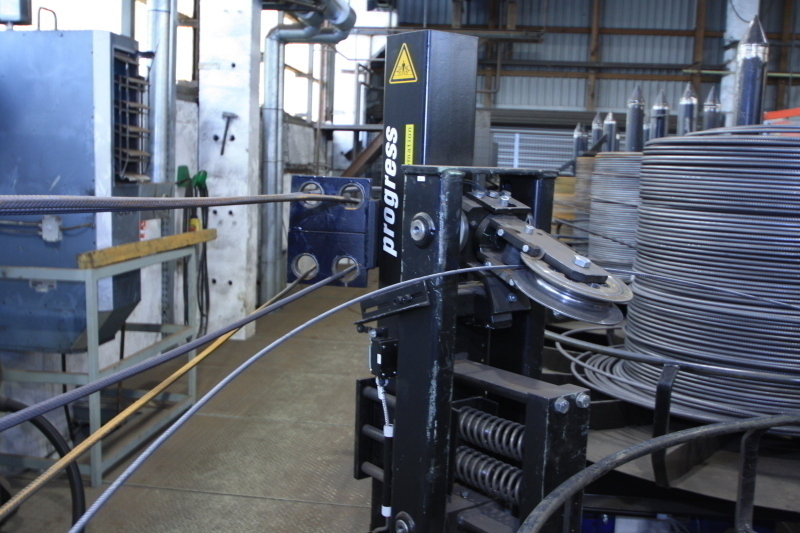 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: Progress
Figure: Progress
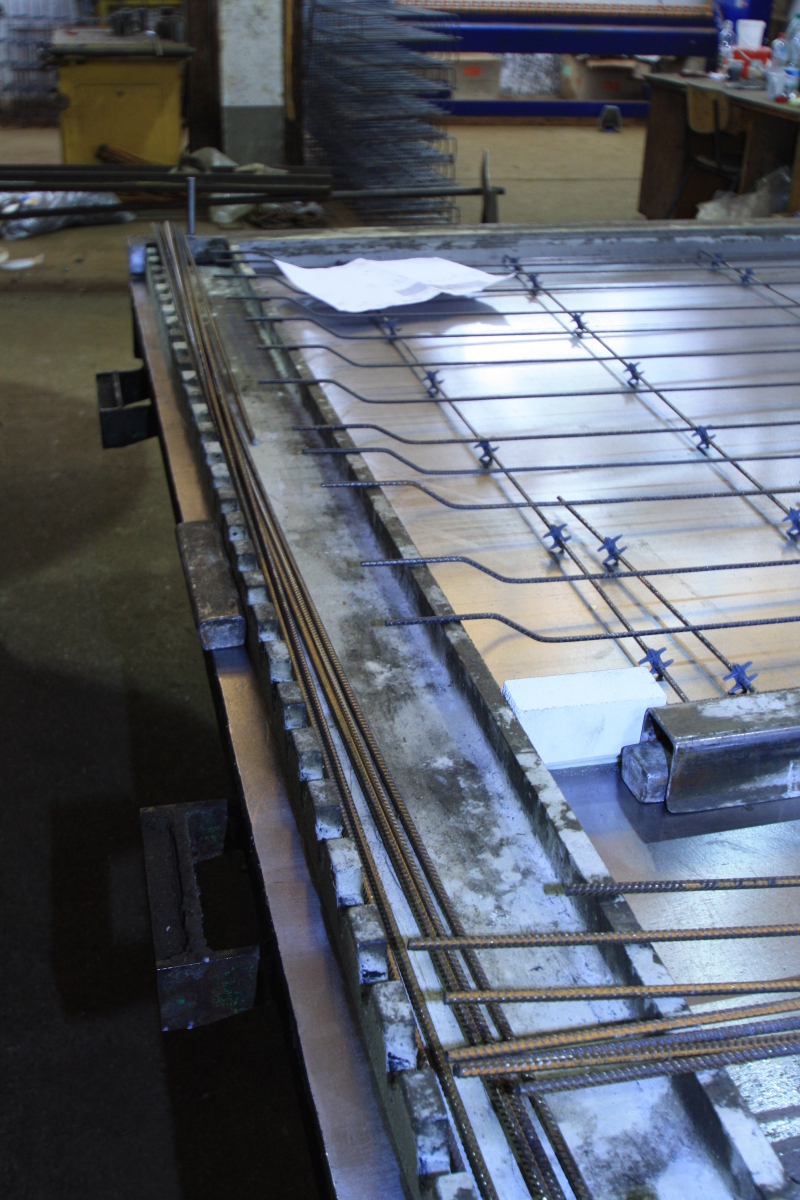 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
Um die Nachfrage besser bedienen zu können, modernisierte der Unternehmensverbund fdu sein Betonwerk in Ludwigslust mit einer Progress-Anlage zum Richten, Schneiden und Biegen des Bewehrungsstahls.
Der deutsche Markt für Wohnungsneubauten boomt – die Zinsen für Baugeld sind niedrig; die Nachfrage nach Krediten und Baudienstleistungen ist hoch. Laut dem Statistischen Bundesamt wurden 2012 mehr als 180.000 Wohnungsneubauten fertig gestellt. Das ist eine Steigerung um fast 10 % im Vergleich zum Vorjahr 2011. Und Fachleute erwarten, dass die Nachfrage nach neuen Wohnungen auch in den kommenden zwei Jahren anhält.
Freuen können sich darüber die Hersteller von Fertigteilen für den Wohnungsbau, wie etwa fdu (siehe „fdu – der Unternehmensverbund, S. 49). Der Unternehmensverbund mit Stammsitz in Georgsmarienhütte, südlich von Osnabrück, und bundesweit 18 weiteren Werken sowie zusätzlichen Verwaltungs- und Vertriebsbüros produziert Fertigdecken und sämtliche Fertigteile für den Wohnungsbau, darunter Stützen, Balken, Treppen und Balkone.
Höhere Produktionsleistung
Um die Nachfrage besser bedienen zu können, beschloss das Management, mehrere Werke zu modernisieren. Allein 900.000 Euro investierte fdu in zwei neue Progress-Anlagen zum Schneiden und Aufkröpfen des Bewehrungsstahls – die eine wird im Januar 2014 im Werk in Achim bei Bremen installiert; die andere ist bereits in Betrieb im Werk in Ludwigslust, rund 120 km östlich von Hamburg, im deutschen Bundesland Mecklenburg-Vorpommern.
„Hier in Ludwigslust wollten wir mit der Investition vor allem zwei Ziele erreichen: Die Produktion sollte flexibler werden, gerade und aufgekröpfte Bewehrungsstäbe herstellen. Und zudem wollten wir die Bedingungen für die Mitarbeiter verbessern“, sagt Geschäftsführer Thomas Beike beim Rundgang durch die Produktion.
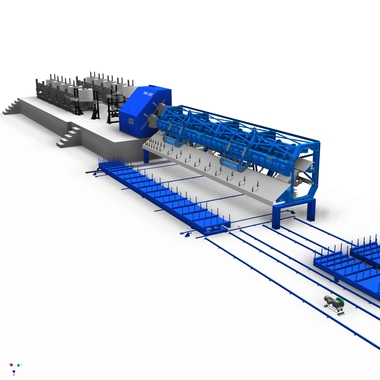
Direkt hinter der Eingangstür in die rechteckige Halle für die Deckenproduktion befindet sich der Start- und Endpunkt des Umlaufs – Paletten mit frisch gefertigten Decken werden in die Härtekammer eingelagert, leere Paletten wieder in den Umlauf eingetaktet. Die neue Progress-Anlage steht am gegenüberliegenden Ende der Halle. Die einzelnen Komponenten sind hintereinander aufgebaut, entlang der Längswand der Halle auf der Rüstseite des Umlaufs.
Vorteile der Progress-Anlage
Zur Anlage gehören fünf elektrisch angetriebene und bremsbare Haspeln RMF 5.000, die vollelektrische Maschine MSR 16/5 Multirotor zum Richten und Schneiden des Bewehrungsdrahts, eine Vorrichtung 2 BK/EPR zum einseitigen und beidseitigen Aufkröpfen der Enden der Bewehrungsstäbe, eine Vorrichtung zum automatischen Positionieren der Längsbewehrung auf der Palette, zwei Querhubwagen auf Laufschienen zum Durchtakten der Palette unter der Positioniervorrichtung sowie die Steuerung mit Schaltschrank und Pult.
Sobald Absteller, Styroporstücke für Aussparungen, Einbauteile und die Querbewehrung positioniert sind, stellen Hubwagen die vorbereitete Palette parallel zur Progress-Anlage ab. Zwei Querhubwagen mit Laser-Positionsmesssystem übernehmen und verfahren die Palette unter die 11,5 m lange frei tragende Struktur der Vorrichtung zum automatischen Positionieren der Längsbewehrung.
Zur gleichen Zeit produziert die Progress-Anlage die Bewehrungsstäbe: Die fünf Haspeln führen den Draht der Richt- und Schneidemaschine MSR 16/5 zu. Die richtige Abspulgeschwindigkeit für jede einzelne Haspel berechnet das Steuerprogramm der Anlage aus den zuvor eingegebenen Stammdaten oder Drahtdurchmessern.
„Wir arbeiten mit fünf verschiedenen Durchmessern, nämlich mit 6, 8, 10, 12 und 14 mm. Auf den fünf Haspeln halten wir diese fünf Durchmesser ständig vor“, sagt Beike. Die Produktion lasse sich so sehr flexibel an den jeweiligen Bedarf an Bewehrungsstäben anpassen.
Drahtendkontrolle
Vorteilhaft sei, dass jede Haspel ein Coil mit einem Gewicht von bis zu 5 t aufnehmen könne – die Vorgänger-Anlage habe lediglich Coils mit einem Gewicht von bis zu 2,5 t aufnehmen können. „Wir müssen die Haspeln also nicht mehr so häufig mit neuen Coils bestücken wie früher. Auch dadurch verringern wir Standzeiten und beschleunigen den Umlauf“, sagt Beike.
Wenn der Draht zur Neige geht, meldet das die Haspel automatisch an die Systemsteuerung der Progress-Anlage. Die MSR 16/5-Maschine stoppt dann unmittelbar in einer genau definierten Position. In dieser Position befindet sich noch ein Drahtrest des auszuwechselnden Coils in der Maschine; der Draht des neuen Coils kann mit diesem Rest verschweißt werden und das Einfädeln des neuen Coils fällt leichter.
Optimale Längentoleranzen
In der MSR 16/5-Maschine sind alle fünf Drahtdurchmesser ständig eingespannt und können just-in-time abgerufen und bearbeitet werden. Für jeden Durchmesser gibt es jeweils einen Richtrotor. Wartungsfreie Richtdüsen im Rotor sorgen für eine konstant gute Ausrichtung des Drahts. Durch den mobilen Rotortisch kann der Drahtdurchmesser innerhalb weniger Sekunden vollautomatisch gewechselt werden.
Zum einseitigen oder beidseitigen Aufkröpfen wird der Stab an die Drahtenden-Biegevorrichtung 2 BK/EPR weitergegeben. Dieses spezielle Biegeequipment erlaubt es, mit nur einer Anlage eine Vielfalt an gebogenen und gekröpften Stäben zu produzieren, die einerseits zur sofortigen Weiterverarbeitung, andererseits aber auch zur parallelen Produktion von Stäben für anderweitigen Bedarf eingesetzt werden kann.
Nach dem Biegen übernehmen einzeln angetriebene und gesteuerte Drehelemente den aufgekröpften Bewehrungsstab. Sie sind auf der schiefen Ebene der bereits erwähnten frei tragenden Struktur befestigt, unter der die Palette zum Positionieren der Stäbe durchgetaktet wird. Die Drehelemente dienen zugleich als Zwischenpuffer zwischen der MSR 16/5-Maschine und der Vorrichtung zum Positionieren der Stäbe. Die MSR 16/5-Maschine und die Positioniereinheit werden auf diese Weise entkoppelt und können kontinuierlich und unabhängig voneinander arbeiten.
Ein Blick genügt
Für Geschäftsführer Beike hat sich die Investition gelohnt. Schon jetzt, wenige Monate nach der Inbetriebnahme der Progress-Anlage, seien die Modernisierungsziele erreicht. „Allein dadurch, dass wir jetzt gerade und aufgekröpfte Stäbe herstellen können, konnten wir das Produktionsergebnis um schätzungsweise 15 % erhöhen“, sagt Beike. Die Aufkröpfung des Stahls bedeutet also auch für das Betriebsergebnis einen „Knick nach oben“.
Und die Arbeitsbedingungen wurden ebenfalls verbessert: Die Maschinenkomponenten entsprechen den derzeit in Deutschland geltenden, hohen Anforderungen an den Schallschutz. Dank der Positioniervorrichtung müssen die Mitarbeiter die schweren Bewehrungsstäbe nicht mehr selbst schleppen.
CONTACT
fdu GmbH & Co. KG
Oeseder Str. 8
49124 Georgsmarienhütte/Germany
+49 5401 840-600
Progress Maschinen & Automation AG
J. Durst-Str. 100
39042 Brixen/Italy
+39 0472 979-100
fdu – der Unternehmensverbund
Im Jahr 1980 gründeten der Betontechniker Wilhelm Meyer und der Kaufmann Heiner Brinkhege ein Produktionswerk in Osnabrück und legten damit den Grundstein für die Fertig-Decken-Union GmbH (fdu), die 1984 gemeinsam mit der Sievert Baustoffgruppe gegründet wurde. In den Folgejahren wuchs die Union zu einem Unternehmen mit heute 18 Produktionsstätten.
1990 gründete Heiner Brinkhege die Heiner Brinkhege Beteiligungsgesellschaft (HBB), die seit 2009 die alleinige Gesellschafterin der fdu ist.
Die Verantwortung für das strategische und operative Management übernehmen heute drei Geschäftsführer: Guido Böß lenkt die Verwaltungs- und Vertriebsorganisation fdu. Um die insgesamt 18 Produktionsstandorte kümmern sich Thomas Beike und Jörg Vennemann.
Laut der Geschäftsführung erwirtschaften die 31 Mitarbeiter im Werk in Ludwigslust, in dem die neue Progress-Anlage installiert wurde (siehe „Knick nach oben“, S. 46), 2013 voraussichtlich rund 10 Mio. Euro Umsatz. Ende des Jahres soll die Produktion rund 300.000 m2 Fertigdecken und etwa 8.500 t Fertigteile umfassen.