Daily production of up to 1,440 m³ at the new Jakarta AAC factory
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
PT Adiwisesa Mandiri Building Products Indonesia, located in the metropolitan region of Jakarta in the Indonesian island of Java, is manufacturing various products for the construction sector including tile adhesive and sealing compounds. Recently, the product range has been expanded by the production of AAC thanks to the latest production equipment from the German plant and machinery supplier Masa.
PT Adiwisesa Mandiri Building Products Indonesia (hereafter “AM” in short) is a subsidiary of the Jarum Group holding and was founded in the Indonesian capital city of Jakarta in 1988. The initial objective of the company was to introduce and market tile adhesive products to the construction industry for the Indonesian market. Their product range has expanded from tile adhesives and jointing materials to include chemical support products such as sealing compounds, waterproofing coatings, and bonding agents.
At the beginning of operations, AM was the sole importer of these products from Australia to Indonesia. Thanks to almost 30 years of experience gained in this segment, the company has developed their own products, constantly improving on its quality for the benefit of their customers. This customer focused philosophy allowed them to expand their workforce to 120 people in this sector alone.
Production of autoclaved aerated concrete as latest pillar
The latest pillar of the company is the production of autoclaved aerated concrete. Only some months ago, a new Masa plant has been installed at the Jakarta Tangarang factory. Here, up to 1,440 m³ of AAC products can be manufactured in a three-shift operation daily. To accommodate this production capacity the existing building was nearly doubled from 8 hectares to the current 14 hectare facility. The premises near Jakarta located in West Java were particularly suitable due to the strategic location. The possibility to expand the capacity and the product range was a decisive factor, too. The locally available raw materials and the customer proximity at the new location were another advantage because most of the AM customers are located in Java and Bali.
Close cooperation with the Riekermann trading company
The new project was obtained in close cooperation with a long-standing partner of Masa. The Riekermann trading company represents Masa in some Southeast Asian countries, among others.
On the part of the client AM, the cooperation was also supported right from the beginning, as AM had already successfully collaborated with Riekermann in previous projects. The Indonesian company appreciates the presale service offered, which they consider a big strategic advantage.
The business relationship has been developing quite positively according to all parties involved, and successful test products have already been produced. In an interview the AM plant manager, Andy Kasim, gave a satisfied statement, while general manager Andytio Dudiarto added for the record that “fortunately an initial major contract for five apartment complexes is on the horizon” in the island of Bali. This would be a remarkable achievement as the construction economy in Indonesia is somewhat declining at the moment and many major projects have already been completed, according to them.
Moreover, the construction method using autoclaved aerated concrete has been given little attention in the country so far. They stated that, first of all, nice surface feel and visual appearance are of importance to many Asian customers. As the autoclaved aerated concrete with its outstanding physical properties provides for a high-quality final product but disappears as masonry behind plaster and color, the internal marketing team is faced with new, increased demands regarding sales activities.
Well positioned, despite difficult conditions
“We are looking positively ahead despite the difficult economic situation at present which is largely beyond our control,” general manager Andytio Budiarto states. “It is a matter of fact that autoclaved aerated concrete is displacing more and more competitive building materials as clay tiles, for instance. Using the efficient plant equipment of Masa, we are in the position to manufacture high-quality products in a cost-effective and competitive manner.”
The market entry starts in Bandarang (West Java) and Bali, with the strategic intention to deliver Jakarta and Java as a whole, too. AM sees additional potential in the eastern Indonesian islands of Kalimantan and Sulawesi. Indonesia‘s population is still growing, and ultimately more people are in need of more infrastructure and housing space of all conceivable price segments.
Apart from autoclaved aerated concrete products, the company intends to add also concrete products for infrastructure, garden and landscape construction to their product range, in order to strengthen the market position as a strong brand by several high-grade products. In this way, AM would be well equipped against economic fluctuations owing to changing political framework conditions, for example.
Production process
Autoclaved aerated concrete is manufactured from the raw materials silica sand, lime, cement, gypsum (anhydrite), aluminum powder or paste and water. At the beginning of the production process, the silica sand is processed to a fine sand slurry in a wet ball mill and stored in the sand slurry tanks.
Adding additional water, the sand slurry is then mixed in the dosing and mixing plant in the mixing tower together with binding agent, lime and gypsum.
The binding agents are stored in silos outside the factory building by the side of the mixing tower and are fed to the process by means of screw conveyors. This plant configuration resulted in huge savings compared to the typical solution of positioning the silo above the mixing tower by significantly lowering the structural cost of the mixing tower.
The aluminum plant installed in a separate room allows for the simultaneous use of two different types of aluminum. The concept provides for batch-wise weighing and dosing of the expanding agent. This makes it possible to make immediate and precise adjustments to the varying types of raw materials being used in the production process.
Prior to the filling process, an oiling station upstream of the mixing plant is uniformly wetting the casting molds with formwork oil in an automated process. Masa’s newly developed oiling station reduces the amount of oil required in production, which significantly lowers the operating costs as well.
The mixture is fed into the casting mold below the mixing tower via a flow-optimized filling device. Every mix design requires a different temperature when filling the molds, so hot and cold water tanks were added to the mixing tower for greater control of this process. The selective addition of cold and hot water keeps the casting temperature of the mixture at a constant level within the defined temperature frame and compensates for fluctuations of the binder quality.
A rinsing water tank was installed to clean the mixer, filling device, and pipes. The water can be re-used for several cycles and will be automatically discharged into the recycled slurry to ensure a clean and efficient operation is maintained.
Managed by a fully-automated control system
Raw material management and distribution concerning sand slurry and recycled slurry, binding agents, dosing of aluminum and addition of water are managed by a fully-automated Masa mixing plant control system. The control system monitors the temperature and the mix designs as well as the quantities. The Masa mixing plant control systems is additionally furnished with an integrated filing system for better quality control.
Afterwards, a transfer platform moves the filled casting mold into an enclosed and heated pre-hardening area, where the fresh aerated concrete cake finally reaches a predefined cutting strength after a waiting time of up to four hours. The mold is transported between mixing area, fermentation chamber and cutting line in a fully-automated process.
When the cutting strength has been reached, the casting mold is removed from the aerated concrete cake. The so-called “green” aerated concrete cake is transported to the Masa cutting line while the casting mold is still closed. The cake is de-molded in the mold turning plant. De-molding takes places in several working steps: At first, the mold is grabbed by the turning plant; then it is tilted by 90° in a gentle way to avoid damaging the structure; with the side plate it is placed on the cutting car and is finally de-molded automatically. The advantage is that the aerated concrete cake remains on the side plate, running through the individual stations of the cutting line on the cutting car. After the de-molding process, the empty casting mold is reassembled with the side plate, oiled and returned to the production cycle.
In the next production step, the aerated concrete cake passes various stations of the Masa cutting line. Apart from an adequate cutting wire adjustment, it is possible to select an additional tongue and groove system and recessed grip mill for a customer-specific option. Oscillating wires in the cross cutting plant and a pneumatically operating cleaning device increases the quality of the cake’s exterior surface, thus ensuring an improved standard of the cutting process.
Raw material resource saving production
In order to save raw material resources, all waste material resulting from the cutting process is collected in a basin with integrated agitator and processed with water. Afterwards, this recycled slurry is pumped through pipelines to the recycled slurry tank and is returned into the manufacturing process from there. The control system monitors the density by means of a pipe loop weighing device to ensure that the recycled slurry has a constant quality.
After the cutting process, the finished aerated concrete cake is transported to hardening under steam pressure. For this process, a loading and unloading unit stacks up to three cakes on a hardening car. In a closed and heated waiting area, the transport platform puts the loaded hardening cars together to a string corresponding to the filling pattern of the autoclave.
Heating the waiting area prevents the fresh aerated concrete cake from cooling down and has a positive effect on the product quality and the energy consumption during the hardening process. The hardening process of the aerated concrete cake starts soon after loading the autoclave. The final strength of the aerated concrete cake is achieved by hardening under steam pressure inside the special, lockable pressure vessel - the autoclave.
Hardening under steam
The steam pressure is around 12 bar excess pressure, whereas the temperature amounts to about 192° C. The hardening process undergoes precisely defined process steps. The hardening time depends on the density and the open-cell character of the aerated concrete cake and normally is between 9 and 11 h.
The various steps of autoclaving are specific to each product and are automatically adjusted by the Masa stream control system.
After autoclaving, the hardened aerated concrete cakes are transported to the packaging line in an automated process and specific to the product. According to the plant concept, the separating machine “slightly lifts” the aerated concrete blocks in the horizontal cutting level. This above all provides the advantage that sensitive products with low density and low wall thickness are separated from each other in a gentle way. Afterwards, a conveyor line carries the aerated concrete blocks to the block transfer device.
The Masa block transfer device takes the cut blocks from the conveyor line and places them on wooden pallets that are provided by a pallet magazine. When products are cut in different sizes, the Masa block transfer device is able to sort the blocks so that each type can be packaged separately. After that, the finished aerated concrete blocks are strapped vertically and/or horizontally and additionally protected by a shrink film hood as an option.
Masa plant concept for an overall process almost free of waste
The condensation generated during the autoclaving process is physically returned to the process. The residual heat energy released during the process is used thermally for heating the waiting area in front of the autoclave. Residual steam generated is used for heating of the next autoclave before opening a previous one. The products of second quality are ground to powder and are again returned to the mixing process. Besides the environmental aspect, there is the advantage of improving the product quality.
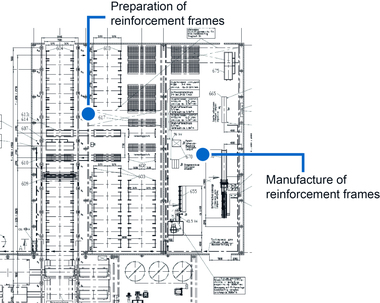
The factory is designed for an overall capacity of 1,440 m³, with a production output of 720 m³ manufactured in four autoclaves in the first expansion stage. Autoclaving takes place in 3 shifts of 8 hours each. It is possible to harden 18 aerated concrete cakes each of 5.4 m³ per autoclave and hardening cycle. In addition to this, a reinforcement area is included in the plant concept. This allows the production of reinforced aerated concrete elements featuring a length of up to 6 m. Right from the beginning, an important aspect in planning was to design the machine components, the ball mill and the steam boiler for a maximum capacity of 1,440 m³.
Masa locally cooperated with the Thai partner company Rothenburg Ltd., so as to conceive a cost-effective project for the customer. Steelwork components as the crane runway, mixing tower, slurry tanks and silos were manufactured by Rothenburg Ltd. and expertly assembled and installed under the guidance of Masa technicians/engineers.
Win-win situation for all parties involved
Asked for a short concluding statement, Budiarto with a laugh answers: “I joined AM only in 2015 when the negotiations had already begun. One of the most important and undoubtedly best decisions I took in the relatively short time was the final choice of the production plant. This is not only because Masa is engineering excellent machinery, but as we have enormous trust in products ‚Made in Germany‘ in general, including the electronic system supplied by Siemens, for instance. On the one hand, we trust in German plant quality and, on the other hand, I came to know and appreciate Masa as a reliable and competent plant manufacturer throughout the entire project implementation. We benefit from the competence and experience of the Masa team, which has supported us in the complex implementation of the project right from the beginning.”
General manager Jörg Hülsiggensen and area manager Rudolf Buyna of Masa expressed their satisfaction, too. “Everything went smoothly, from the contract award to the delivery and installation through to the test production,” Buyna states. “Hence, we were in the position to hand over the AAC plant to the customer after successful completion of the project. We are pleased to congratulate our esteemed customer PT Adiwisesa Mandiri Building Products Indonesia and wish them all the best for the future that will certainly be successful,” adds Hülsiggensen in conclusion.