Upward bend
 Figure: BFT International
Figure: BFT International
 Figure: fdu
Figure: fdu
 Figure: BFT International
Figure: BFT International
 Figure: Progress
Figure: Progress
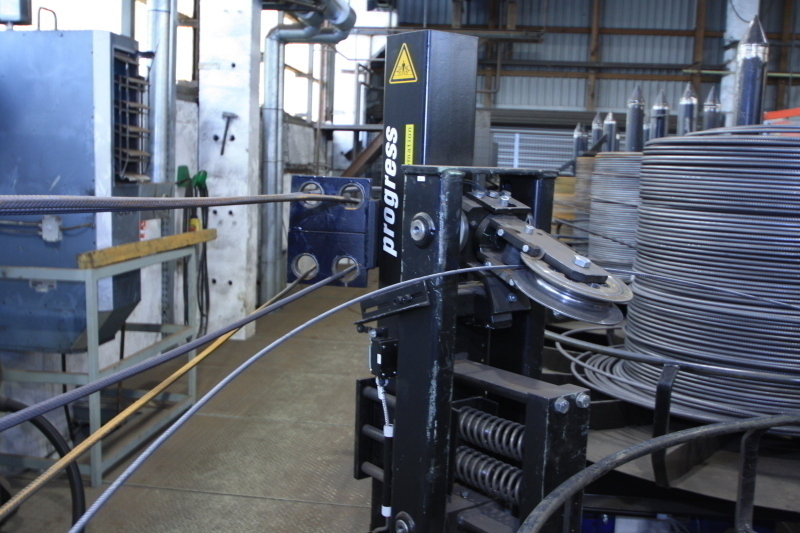 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
 Figure: Progress
Figure: Progress
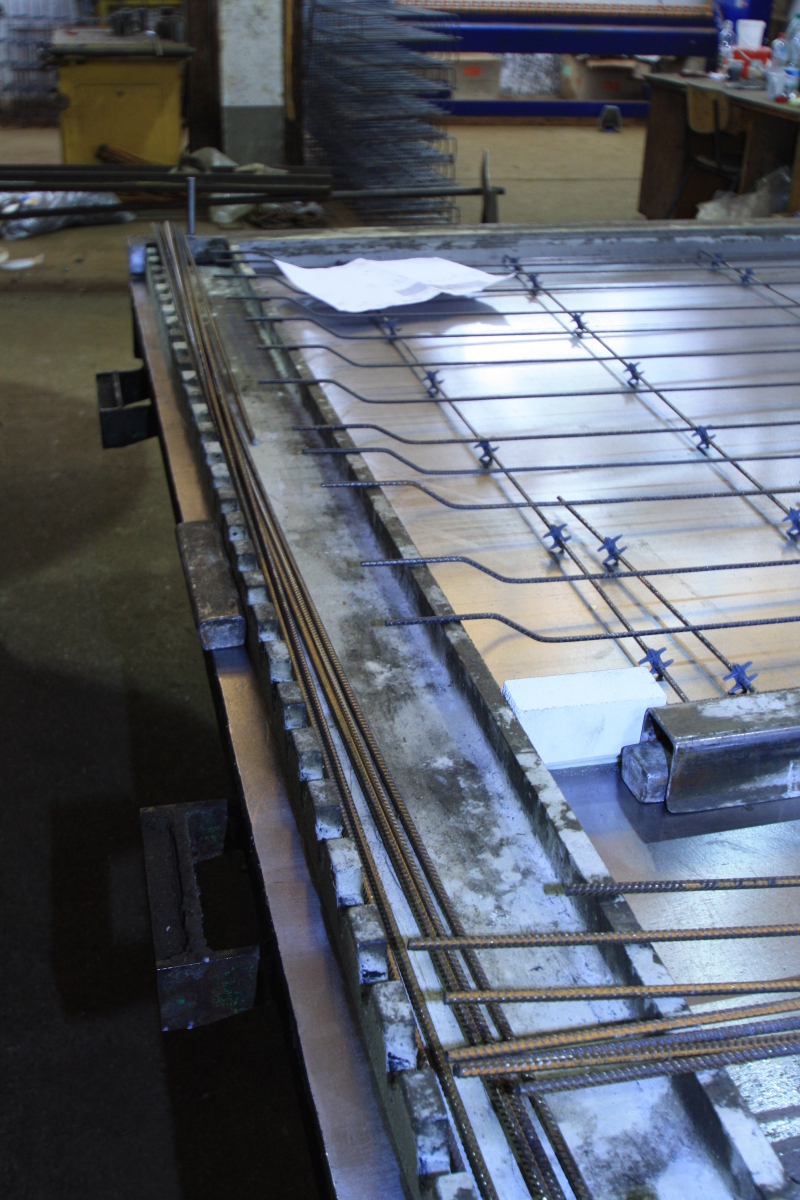 Figure: BFT International
Figure: BFT International
 Figure: BFT International
Figure: BFT International
In order to meet the demand in an even better way, the fdu group of companies modernized its facility in Ludwigslust by installing a Progress plant for straightening, cutting and crimping of reinforcing steel.
The German market in the field of new residential buildings is booming – there are low mortgage interest rates and a high demand for loans and construction services. According to the German Federal Statistical Office, more than 180,000 new residential buildings were completed in 2012. This is an increase of roughly 10 % compared to 2011. And experts expect that the demand for new homes will yet continue in the next two years.
The manufacturers of precast concrete components for the residential building industry, for example, fdu (see “fdu – the group of companies”, page 49) can be happy about these circumstances. The group of companies headquartered in Georgsmarienhütte, south of Osnabrück (Germany), and 18 further facilities across Germany as well as additional administration and sales offices is manufacturing precast floor slabs and all precast concrete parts for the residential building industry, including columns, beams, stairs and balconies.
Higher output
As to be in the position to meet the demand even better, the management decided to modernize several facilities. Thus, fdu invested € 900,000 alone in two new Progress plants for cutting and crimping of reinforcing steel – one of them will be installed in the facility in Achim near Bremen in January 2014; the other one is already in operation in the Ludwigslust facility located about 120 km east of Hamburg, in the German Federal State of Mecklenburg-Vorpommern.
“Here in the city of Ludwigslust, we primarily intended to achieve two objectives: the production should work more flexibly enabling us to manufacture both straight and crimped reinforcing bars. In addition, we intended to improve the conditions for the workers,” says General Manager Thomas Beike during a production walkthrough.
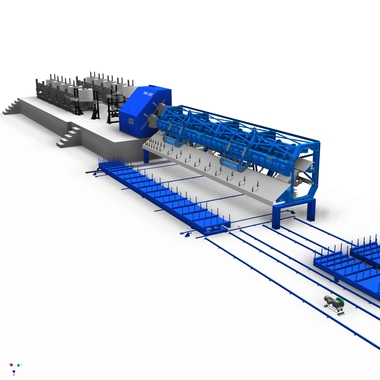
Directly behind the entrance door into the rectangular hall used for the floor slab production there is the starting point and terminal of the circulation – pallets with freshly produced floor slabs are placed into the curing chamber, empty pallets are put into the cycle again. The new Progress plant is situated on the opposite side of the hall. The individual components are installed in a row, along the longitudinal side of the hall at the set-up line of the circulation.
Advantages of the Progress plant
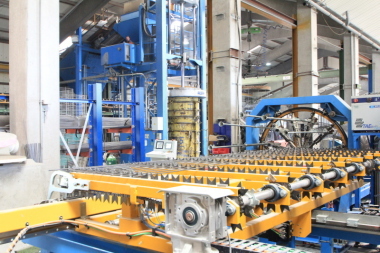
The plant comprises five electrically driven and braked pay-off reels type RMF 5000, the MSR 16/5 Multirotor, a fully electronic machine for straightening and cutting of reinforcing wire, a 2 BK/EPR unit for forming the reinforcing bars on one or on both ends, a device for positioning the longitudinal reinforcement on the pallet automatically, two transverse lifting devices on running rails for putting the pallets under the positioning unit as well as the control unit with switch cabinet and desk.
As soon as formwork, polystyrene pieces for recesses, embedded parts and the transverse reinforcement have been positioned, lifting devices place the prepared pallet in parallel to the Progress plant. Two transverse lifting devices with laser measurement system take up the pallets and carry them under the 11.5 m long cantilever structure for automatically positioning the longitudinal reinforcement.
The Progress plant manufactures the reinforcing bars at the same time: The five pay-off reels feed the wire to the straightening and cutting machine MSR 16/5. The proper uncoiling speed of every individual reel is calculated by the control program of the plant using the basic data or wire diameter, that were entered previously.
“We are working with five different diameters, namely 6, 8, 10, 12 and 14 mm. These five diameters are permanently available at the five pay-off reels,” says Beike. This enables a very flexible adaption of the production to the respective demand for reinforcing bars.
Final check of wire
It is an advantage that every pay-off reel is able to take up a coil weighing up to 5 tons – whereas the previous system was only able to take up coils with a weight of up to 2.5 tons. “We therefore do not have to feed the pay-off reels with new coils as frequently as before. This as well reduces idle times and speeds up the circulation,” Beike states.
If we are running short of wire, the pay-off reel signals this automatically to the system control of the Progress plant. Then, the MSR 16/5 machine stops at an exactly defined position. At this position, there is still a piece of wire available of the coil to be replaced in the machine; the wire of the new coil can be welded together with this remaining piece and it is easier to thread in the new coil.
Optimum length tolerances
All five wire diameters are permanently fixed in the MSR 16/5 machine and can be retrieved just in time for processing. There is one straightening rotor each for every diameter. Maintenance-free straightening nozzles inside the rotor provide for a constantly good alignment of the wire. The rotor-type table system allows a changeover from one diameter to another within a few seconds.
For forming the bar on one or both ends, it is transferred to the 2 BK/EPR double head bending bench.
This special bending equipment allows the production of a large variety of bended and crimped bars by means of just one machine, which, on the one hand, are immediately available for further proc-essing and, on the other hand, may be used for the parallel production of bars used otherwise, for any other deman.
After bending, the formed reinforcing bar is taken over by rotary elements that are driven and controlled individually. They are fixed to the inclined plane of the cantilever structure mentioned above, below which the pallet is put for positioning the bars. The rotary elements also serve as storage buffer between the MSR 16/5 and the unit for positioning the bars. In this way, the MSR 16/5 and the positioning unit are decoupled allowing a continuous operation independent of each other.
All at one glance
It was a worthwhile investment for General Manager Beike. Already now, just a few months after commissioning the Progress plant, the modernization goals had been achieved. “Just due to the fact that we are able to produce both straight and crimped bars now, we are able to increase the production output by approximately 15 %,” Beike says. Thus, crimping the steel means also an “upward bend” for the operating result.
The working conditions could be improved too: The machine components are in compliance with high requirements with regard to noise protection prevailing in Germany at present. Thanks to the positioning unit, it is no longer necessary that the workers carry the heavy reinforcing bars themselves.
CONTACT
fdu GmbH & Co. KG
Oeseder Str. 8
49124 Georgsmarienhütte/Germany
+49 5401 840-600
Progress Maschinen & Automation AG
J. Durst-Str. 100
39042 Brixen/Italy
+39 0472 979-100
fdu – the group of companies
In 1980, the concrete technician, Wilhelm Meyer, and the businessman, Heiner Brinkhege, founded a production facility in Osnabrück and thus laying the foundation of Fertig-Decken-Union GmbH (fdu), which was established together with Sievert Baustoffgruppe in 1984. In the years that followed, Union prospered to a company now comprising 18 production facilities.
In 1990, Heiner Brinkhege founded the Heiner Brinkhege Beteiligungsgesellschaft (HBB), that has been the sole shareholder of FDU since 2009.
At present, three General Managers are responsible for the strategic and operations management: Guido Böß is managing the administration and distribution units. Thomas Beike and Jörg Vennemann attend to the overall 18 production sites.
According to the management, estimated sales of about € 10 million are to be generated in 2013 by the 31 people employed in the Ludwigslust facility where the new Progress plant was installed (see „Upward bend“, page 46). At the end of the year, the production output is amounting to approx. 300,000 m² of precast concrete floor slabs and about 8,500 tons of precast parts.