Chemical Admixtures For 3D Printing of Concrete


Digital Manufacturing (often referred to as 3D printing) has become a standard process in numerous industries including the automotive and airline industry, in utility manufacturing or even in dentistry and pediatry. More recently, also the construction industry has developed significant interest, in this field include Sika (Switzerland), Baumit (Austria), Laticrete (USA), Peri/Cobod (Germany/Denmark), ApisCore (Russia), Siam Cement Group (SCG, Thailand) and WeiSun and Huashang Tengda (China).
In 3D printing, chemical admixtures and mineral additives are applied to achieve the effects as follows: pumpability of the ink; providing structuration and shape stability of deposited ink; thixotropy to avoid particle sag; adhesion between individual deposited layers; rapid strength development; shrinkage control.
In the following, specific products, their functionality and characteristic effects will be discussed.
Inks commonly used in digital manufacturing of building products are characterized by exceptionally high solids volume fractions and – more specific – high cement contents (350 – 480 kg/m3). As a result, such suspensions possess no workability and require superplasticizers to achieve pumpability. The most common kind of fluidizers includes polycarboxylate (PCE) superplasticizers. In 3D printing, the precast type of PCE provides best results because it develops maximum fluidity which quickly vanishes.
Once the ink has left the nozzle, then immediate stiffening should occur in order to achieve shape stability. The most widely used product for this purpose comprises a slurry of calcium aluminate cement (CAC) which is injected just before the nozzle and results in immediate setting of the slurry. The mechanism behind the prevention of CAC hydration in the aqueous slurry is adjustment of a low pH value and coating of the CAC surfaces with inorganic particles which prevents the access of water. Once this slurry is brought in contact with OPC, then the high pH activates CAC hydration and induces instantaneous set.
Thixotropy describes the effect whereby a suspension which is fluid and exhibits low viscosity under shear becomes viscous (= stiffens) once the shear subsides. Such behavior is extremely desirable for inks which are used in 3D printing of concrete: ideally, the ink will assume a gel-like consistency once it has been extruded from the nozzle. Common thixotropic admixtures used in 3D printing are comprised of nano clays, in particular of nano-sized bentonite and attapulgite. The advantage of attapulgite over bentonite is that it can provide higher thixotropy in the ion-loaded cementitious pore solution, however it requires intensive shearing to sufficiently activate the needle-like attapulgite particles to achieve this effect.
Individual printed layers must exhibit sufficient adhesion between each other, otherwise the entire structure may collapse shortly after printing. To avoid such mishap, aqueous latex polymer emulsions are applied based on e.g. styrene-butadiene (SBR) or ethylene-vinylacetate (EVA) copolymer. Such latex dispersions contain micro-sized polymer particles which coalesce into consistent polymer films once the water in the ink is used up by cement hydration or desiccation. The latex dispersions can be premixed with the ink.
The build-up of layer structures mandates that within few minutes after extrusion the ink rapidly develops sufficient early strength to support the entire object. Ideally, once printed the ink should exhibit a right angle set and immediately transgress into the hardening stage. In order to achieve this, common shotcrete accelerators (calcium formate, sodium silicate, sodium aluminate or aluminum hydroxy sulfate) are admixed. However, inspite of the early strength achieved, a much reduced (~ 50 %) final strength is observed which is sometimes undesirable an alternative accelerator is presented by nano-sized calcium silicate hydrate-polycarboxylate (C-S-H-PCE) seeding materials. These composites consist of particularly small C-S-H foils (l < 100 nm) which act as seeding material for C-S-H formation. Through this mechanism, relatively high early strength values already after ~ 5 hours are attainable, at no sacrifice in final strength.
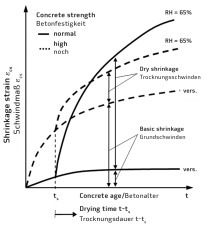
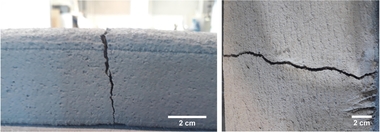
Shrinkage still presents a major problem in digital manufacturing of cement-based materials. First, because of the elevated cement contents commonly used in the inks, autogeneous shrinkage is considerable. Second, as there is no formwork which protects the structure from desiccation by wind and sun, dry shrinkage is substantial. Common shrinkage reducing admixtures which are usually based on diols, glycols or polyols are added to the ink. Yet relatively high dosages of these alcohols (~ 2 - 3 % by weight of cement) need to be applied and the effect still often is not as desired. Even more difficult to solve is the problem of autogeneous shrinkage. Here, shrinkage compensators such as monocalcium aluminate (CA) have been evaluated.
Digital manufacturing in the construction industry still is at an early, premature stage and faced with numerous problems. Above all it is generally accepted now that, next to the printing hardware, admixtures play a pivotal role in this process. At the moment, much euphoria exists which – according to the famous “Gartner hype cycle” – presents the peak of inflated expectations. The reality at present however is that in construction, so far all inks are based on mortar only which limits the objects to be printed to decorative products and non-supporting structures. Whereas, the main benefit from this technology would lie in the manufacturing of large concrete structures including multi-story homes, pillars, bridges and other infrastructure. Only future can tell how much inroad into the construction industry digital manufacturing will make, yet it is safe to assume that chemical admixtures will present a most critical key technology for the success in this sector.