Future-oriented concrete for the construction of station platforms
 Figure: Hering Bau
Figure: Hering Bau
 Figure: Hering Bau
Figure: Hering Bau
 Figure: Hering Bau
Figure: Hering Bau
 Figure: Hering Bau
Figure: Hering Bau
 Figure: Hering Bau
Figure: Hering Bau
 Figure: IKT
Figure: IKT
 Figure: IKT
Figure: IKT
 Figure: IKT
Figure: IKT
 Figure: IKT
Figure: IKT
 Figure: IKT
Figure: IKT
 Figure: IKT
Figure: IKT







The German Federal Foundation for the Environment funds the „SUScon“ research project. In this context, the Hering Bau station platform specialist and the scientific partners involved could develop new concrete mix designs, allowing considerable improvements of the carbon footprint of precast concrete elements while maintaining the same quality.
Against the background of ambitious EU-wide climate goals, sustainability has high priority in railway construction projects for some time as well. As far as new construction and the refurbishment of station platforms using modular precast concrete systems is concerned, the use of sustainable concrete, in particular, ensures a substantial reduction of carbon emissions and the conservation of resources. This is confirmed by the „SUScon“ (sustainable concrete) research project funded by the German Federal Foundation for the Environment (DBU – Deutsche Bundesstiftung Umwelt).
As part of this project, the Hering Bau (Burbach) station platform specialist and the participating scientific partners could develop new concrete mix designs, allowing – in combination with recycled aggregates – a considerable improvement of the carbon footprint of precast concrete elements while maintaining the same quality.
Energy-intensive manufacture of „classic concrete“
Concrete production in the classical manner is very energy intensive. Generally, cement is used as binder for concrete. In its production, a mixture of fine fractions of limestone and clay is ground to a powder and dried. Afterwards, the small limestone and clay particles are fired in a kiln at about 1,450 degree Celsius – this results in the so-called cement clinker and enormous carbon emissions simultaneously. Annually, about 20 million tons of carbon dioxide arise in this process in Germany alone [2], while worldwide the figure is even 2.8 billion tons [2]. This corresponds to about eight percent of the global carbon dioxide emissions.
About one third is released in the heating phase of the kilns. However, the largest part of the carbon emissions in concrete production are caused by the firing of the cement clinker: about 600 kilograms of carbon per ton cement. Therefore, the reduction of the cement clinker content in binders receives the highest priority. In addition to this, it is vital to conserve natural resources sustainably by an increased use of recycled aggregates (RC concrete).
„SUScon“ research project
Against this background, the German Federal Foundation for the Environment (DBU) has initiated the „SUScon“ research project. The name derives from the English terms of sustainability and concrete, i.e. sustainable concrete. On the scientific part, the project is accompanied by two faculties of the THM University of Applied Sciences. The IKT - Institute for construction and structural design is dealing with the topics of concrete technology and material testing, the ZEuUS competence center with recycling and an accelerated carbonation of recycled materials. The research project is aiming at the development of sustainable concretes and the processing as well as reuse of residual materials – in favor of a consequent contribution to environmental and climate protection.
The modular platform system provided by Hering Bau for many years are characterized above all by short construction times and high-quality surfaces. Fig. 1 shows the modular system consisting of platform element and foundations.
High requirements on the concrete for station platforms
A lot of detailed features can already be integrated into the precast concrete elements at the factory – such as tactile guidance systems, drainage channels, connection elements for railings as well as lamp posts and steps, for example (see Fig. 2). As external components exposed to weathering, the platform systems need to be produced with a durable concrete surface texture of high quality (see Fig. 3). Since the surfaces are exposed to weathering all year round and are also subject to the effect of deicing salts and frost in winter, their production requires a concrete of the most stringent exposure classes according to DIN EN 1992-1-1: XC4, XD3, XF4 and WA.
These requirements make it necessary to use an air-entrained concrete and a high strength class C35/45. In addition, the freeze-thaw and deicing salt resistance has to be verified for the concrete used in station platform construction as well. All these requirements had to be taken into account when selecting and developing suitable concrete mix designs for the system platforms in the scope of the research project.
Selection of the cements
The cement industry is meanwhile offering a lot of cements with a reduced content of environmentally harmful cement clinker. Hence, carbon emissions can be reduced very efficiently by using high-quality clinker substitutes such as granulated blast-furnace slag from the pig iron production or limestone powder, for example. After extensive research conducted by the THM experts, the following cements were selected for further studies:
CEM II/B-M S-LL 42.5 R (Dyckerhoff),
CEM III/A 52.5 R Variodur 40 (Dyckerhoff).
CEM II/B is a Portland composite cement which contains granulated bast-furnace slag and limestone powder in equal proportions, along with Portland cement clinker. The clinker content of this cement amounts to about 70%. The CEM III/A is an optimized blast furnace cement containing very fine ground granulated blast-furnace slag apart from the Portland cement clinker – the proportion of granulated blast-furnace slag amounts to 40% in total. Both cements comply with the requirements on the requested exposure classes. The selected CEM II/B holds a national technical approval (abZ) for these exposure classes. Moreover, both selected cements are suited for being used in precast concrete plants due to a fast strength development. The new CEM II/C-M S-LL 42.5 N was excluded here, because of its too slow strength development.
Valuable resource granulated blast-furnace slag
Granulated blast-furnace slag is today and will remain also in the years ahead an indispensable cement substitute for achieving the decarbonization targets, according to the roadmap of the German Cement Works Association (VdZ – Verein Deutscher Zementwerke). In Germany the ratio of the production quantity of granulated blast-furnace slag to Portland cement is 1/7 (with a downward trend) [5]. On a global scale the ratio is 1/12 [3]. In certain cases, the use of latently hydraulic granulated blast-furnace slag brings about advantages – in respect of the chloride resistance, for instance – as against a mix design using only Portland cement. Literature therefore appeals to subject an application to the performance-related usage criteria at first – namely to adapt it to the concrete’s field of application. Another criterion in this regard is the existence of well-established supply chains. In the case of the station platform elements there is a high chloride loading, which is why the two cement types mentioned above were also selected for aspects of concrete technology. Moreover, the clinker-reduced cements can be supplied by the factory of Dyckerhoff in the vicinity.
Choice of the recycled material and carbonation
The recycling rate of construction and demolition waste has already reached a high level in Germany. This conserves precious landfill space and natural resources. However, until now, a large part of the demolition waste is used primarily in road construction as base course and filling material, respectively. In some European countries, like Belgium and the Netherlands, the amount of demolition debris is already that high that sometimes there is more material than can be recycled. In terms of the circular economy higher-end fields of application would be desirable for the recycled material. Apart from coarse recycled crushed gravels, this is particularly true for recycled crushed sands.
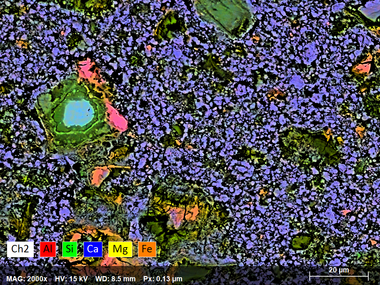
A simulation study of Mostert et. al [4] calls for the use of recycled concrete quite specifically in higher exposure classes, what was addressed primarily by the optimization on the level of concrete in this project. At the same time, it was examined whether the technical properties of the recycled material can be improved through an accelerated carbonation process. The findings of the investigation indicate that this is the case. The absorbed amount of carbon dioxide per weight of the processed material type is shown in Fig. 4. This increases with a raising content of cement and with the fineness of the material.
Concrete mix design developed
The fact that concretes with low-clinker cement featuring the same binder content achieve the same performance as conventionally produced concretes is a precondition for reducing the carbon footprint effectively. To guarantee this, the water content was reduced by adding a so-called polycarboxylate ether superplasticizer (PCE). Moreover, the mixing process optimized according to Fig. 5 was tested, which diminishes the negative effects caused by the water absorbent behavior of the recycled material. In the context of the research project, four mix designs for the immediate implementation were developed in accordance with all – current – codes of practice, that are applicable to the production of precast concrete elements for station platforms.
Two concrete mix designs were developed for each of the two cements – without and with coarse recycled aggregates (RC material). Two further versions additionally contain fine concrete crushed sand as substitute for natural sand, while the content of coarse recycled material remains unchanged. Using the same substitution ratio, the effect was to be made visible once in an untreated condition and once after an accelerated carbonation. Tab. 1 illustrates the specific composition and the constituents. In the next step, the mix designs were examined in respect of the required concrete strength and the freeze-thaw and deicing salt resistance.
Testing of concrete strength/compressive strength
As the modular platform system of Hering Bau is planned and implemented on the basis of a type-tested structural analysis and approval for use by DB AG, the platform elements have to meet strength class C35/45 (LP). Therefore, the new mix designs had to reach this strength class too. Diagrams 1 to 3 show the course of the compressive strengths after one, three and seven days. It should be noted that the 7-day values of the mix designs without recycled material clearly exceed the minimum values required. The strengths of the mix designs with recycled material are slightly lower compared to the mixtures without recycled material, with the values of mixture B32b being classified as marginal. Conclusion: in respect of the compressive strength, mixtures B31a, B31b and B32a are suitable for the intended applications without restrictions.
The correlation between clinker content and strength development has to be taken into account, too. In the laboratory test conducted, the CEM III/A safely complies with the minimum requirements necessary for the precast concrete plant owing to its fine grinding. It is also interesting to note that the early strength could be increased by the use of carbonated aggregates. In addition, the loss of compressive strength after 28 days is compensated by using carbonated recycled material.
Verification of freeze-thaw and deicing salt resistance
Frost damages on concrete are primarily caused by deicing salts and occur as extensive surface scaling and spalling. Generally, sodium chloride is used as deicing chemical, which may also lead to a corrosion of the reinforcement. Therefore, the verification of an adequate freeze-thaw and deicing salt resistance is of extraordinary importance. Tests for both mix designs to determine the freeze-thaw and deicing salt resistance were conducted at Wilhelm Dyckerhoff Institute for Building Materials Technology located in Wiesbaden. In this regard, the so-called CDF method (capillary suction of de-icing solution and freeze thaw test) according to DIN CEN/TS 12390-9 was applied. For this purpose, five test specimens were stored in a 3% NaCI solution, being afterwards subjected to 28 freeze-thaw cycles. Subsequently, the dry matter of the scaling concrete pieces was determined. The results are illustrated in Diagram 4.
The measured values for all mixtures were significantly lower than the limit of 800 g/m² required by DB AG.
Hence, the new sustainable concrete mix designs can be classified as resistant to the impact of freeze-thaw and deicing agent. Among others, this is due to a very dense structure of all concretes produced, which was confirmed by water penetration tests. Therefore, an ingress of water to the weak point – the porous recycled material – could be prevented, leading to a very good performance during the freeze-thaw cycles. If the properties of the recycled material are not subject to too huge fluctuations, the use of the same – untreated or carbonated – in the highest resistance class XF4 would be quite possible.
Comparison of carbon footprint and resources consumption
Not least, as part of the research project, a balance was drawn of the carbon emissions in accordance with ISO 14067. For this purpose, the raw materials extraction/production of the concrete components like cement, water, aggregates and additives were considered as well as the transport from the place of extraction to the precast concrete plant (A1-A3). Diagram 5 shows the so-called Global Warming Potential (GWP) of the different concrete types – each relative to one cubic meter of concrete. About 90 % of these emissions are caused by the binder – namely the cement.
By reducing the cement content as well as the use of clinker-efficient cements, the GWP can be dropped by about 39 %. A longer transport route of the recycled material in comparison to natural aggregates has a negative effect on the GWP value. The initially used material came from a place in a distance of more than 320 km, however, has meanwhile been replaced by a supplier only 100 km away. The reason: At present, there are only a few suppliers for certified recycled material. The aim must be to reduce the transport route to maximum 50 km. The carbon dioxide absorption through the accelerated carbonation on the scale conducted is able to improve the concrete performance, but has only minor influence on the carbon footprint. The concretes containing CEM III/A achieve the best values, because they have the lowest content of cement clinker.
The resource consumption was calculated by means of the „cumulated raw material demand“ (CRD) indicator and is shown in Diagram 6. This is initially based on the composite cements as influencing variable, because they contain varying amounts of granulated bast-furnace slag that is classified as waste product. The use of CEM III/A and coarse recycled material reduces the CRD by about 30 %. If fine recycled material is used additionally, savings even amount to 36 % as against the reference product. Hering Bau will already use the mix designs B32a and B32b in the near future, because of the huge savings and their practical suitability in compliance with standards.
Conclusion and outlook
With the new concrete mix designs developed as part of the “SUScon” project, sustainability of precast concrete elements used in station platform construction can be improved considerably – in fact without compromising on quality. The mix designs with low-carbon cements not using recycled materials are in conformity with standards and are used by Hering Bau for the production of precast concrete elements as of now. However, the new DIN 1045-2 (2023) does not yet permit the application of recycled aggregates for the exposure classes XD3 and XC4. For this reason, a special proof of usage for this specific application has to be provided. Therefore, it is intended to apply for a national technical approval for the RC concretes at the German Institute for Construction Technology (DIBt – Deutsches Institut für Bautechnik). Following the granted approval, the RC concretes can be used as well – a crucial further step in favor of climate protection and sustainable construction.
What the examinations carried out at THM University of Applied Sciences have revealed additionally: The accelerated carbonation is an effective way to integrate even greater quantities of recycled material through the method of carbon capture and utilization (CCU) in future. A significant reduction of the emission per cubic meter of concrete, however, is primarily only possible with the used cement. Therefore, cement substitutes will play a key role in the future, in order to further reduce the emissions – these, however, need to be chosen carefully in respect of the exposure classes. In this regard, there are ongoing investigations at THM for optimizing the packing density in the range of ultra-fine fractions. The underlying idea: The use of limestone powder ground to varying degrees of fineness could further reduce the cement content while maintaining the concrete performance.
REFERENCES/LITERATURE