Stehende Fertigung einer Schaumbetonwand in Geschosshöhe
 Figure: BT Innovation
Figure: BT Innovation
 Figure: B T Innovation
Figure: B T Innovation
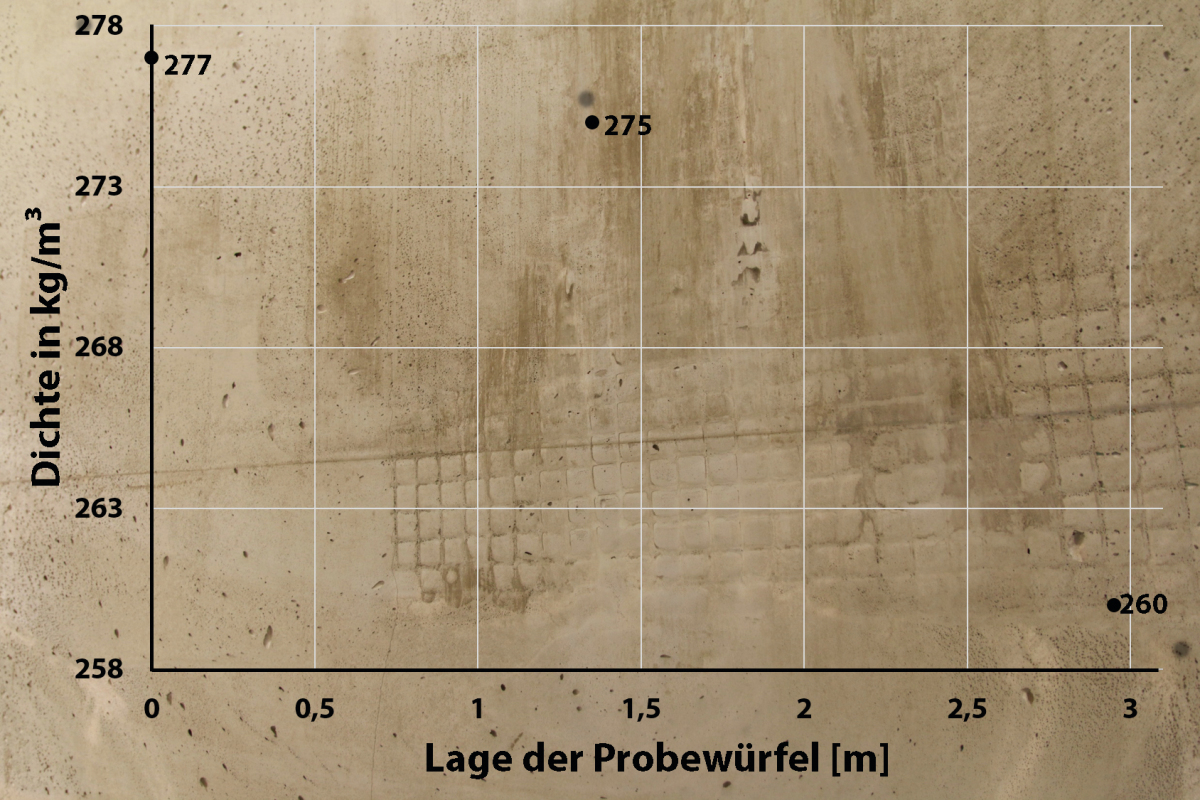 Figure: BT Innovation
Figure: BT Innovation
 Figure: BT Innovation
Figure: BT Innovation
 Figure: BT Innovation
Figure: BT Innovation

Im Rahmen eines Experiments von B.T. innovation GmbH in Kooperation mit der Firma Hasit Trockenmörtel GmbH wurde die Verwendbarkeit von Schaumbeton in der Batterieschalung erprobt. Im nachfolgenden Beitrag werden der Ablauf des Experiments und die Ergebnisse vorgestellt.
Kaum ein modernes Bauwerk kommt heutzutage ohne Dämmung aus. Viele Techniken zum Bau gedämmter Bauwerke sind üblich: Klassische Sandwichbauweise mit einer zwischen der Trag- und Vorsatzschale liegenden Dämmlage, kerngedämmte Doppelwände oder gedämmte Bauwerke mit Vorhangfassaden stellen nur einige Möglichkeiten dar.
Als Dämmstoff kommen häufig Materialien wie EPS, XPS, PU sowie Mineralwolle in Form kleinformatiger Platten in ein- oder mehrlagigen Schichten zum Einsatz. Das Verlegen der Dämmung ist ein zeitaufwändiger Prozess, insbesondere in Bereichen von Aussparungen oder durchdringender Einbauteile, wie Manschettenverbundanker. In Zeiten des Fachkräftemangels stellt der Arbeitsschritt des Aufbringens der Dämmung einen zeitaufwändigen und optimierungsbedürftigen Prozessschritt dar.
Teil der Vollkostenbetrachtung zur Wirtschaftlichkeit der einzelnen Dämmstoffe ist, neben dem Material und der Verlegeleistung, auch die Entsorgung des Dämmmaterials. Die jüngere Vergangenheit hat hierbei die Problematik von teuer zu entsorgenden Dämmstoffen, insbesondere von kunststoffbasierten Dämmstoffen, aufgezeigt. Das Optimum stellen 100 % recyclingfähige Dämmmaterialen dar.
1. Anforderungen an die Fertigungstechnologie
Wünschenswert ist eine Technologie, die es erlaubt, maßhaltige, gedämmte Betonbauteile mit jeglicher Fertigungstechnologie, einer nahezu freien Formbarkeit und möglichst einfacher Applizierung und hoher Dämmleistung zu produzieren. Die Recyclingfähigkeit soll bei 100 % liegen, und die Einhaltung höchster Brandschutzanforderungen – ohne zusätzliche Flammschutzmittel – ist ebenfalls gewünscht. Viele Dämmstoffe erfüllen diese Anforderungen häufig nicht. Weiche Dämmstoffe funktionieren in der stehenden Fertigung zudem nicht zuverlässig, da die Betonierdrücke zu hoch sind, die Dämmung schlicht zusammengedrückt wird und infolgedessen ihre planmäßige Dämmleistung u. U. nicht mehr erbringen kann.
Die oben formulierten Forderungen werden von flüssig aufgebrachten, mineralischen, dämmend wirkenden Materialien weitestgehend erfüllt. Aus Sicht von BT innovation ist die Anwendung eines geeigneten Dämmmaterials in liegender und stehender Fertigung von Betonfertigteilen das Ziel. Dabei stellt die stehende Fertigung die technologisch größte Herausforderung dar: Die aus der Eigenlast resultierenden Drücke während des Produktionsprozesses sind hoch und können sich negativ auf die Dämmung auswirken. Der Schalungsbau kann zudem sehr aufwändig sein. Da die stehende Fertigung den technologisch anspruchsvolleren Ansatz darstellt, war BT auf der Suche nach einem Projektpartner, der in der Lage ist, in stehender Fertigung einen mineralischen Schaum verwenden zu können und ist bei der Hasit Trockenmörtel GmbH fündig geworden. Hasit hat bereits in Projekten nachgewiesen, dass sie in Ortbetonbauweise stehend Schaumbeton geschosshoch bis ca. 2,70 m einbringen kann. Um die Verwendbarkeit von Schaummörtel in der Batterieschalung nachzuweisen, wurde in einem kooperativen Experiment von BT innovation mit Hasit die Technologie erprobt. Im folgenden Text wird Schaummörtel auch als Schaumbeton bezeichnet.
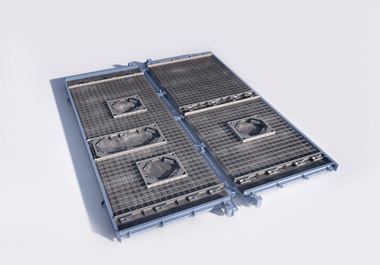
Als Schalung wurde eine BT-eigene Batterieschalung eingesetzt. Die verwendete Betonierkammer wurde auf eine Höhe von 3,50 m eingeschalt und die Betonierkammer so unterteilt, dass das zu fertigende Element eine Breite von 4,50 m hat. Durch die Schalung wurde eine Breite von 25 cm eingestellt. Daraus ergibt sich ein Volumen des zu fertigenden Elements von ca. 4 m³. Maßgabe von Hasit war, dass keinerlei Wasser aus der Schalung tropfen soll, um die Stabilität des Schaums zu gewährleisten. Um diese Anforderung zu erfüllen, wurde die Betonierkammer mit dem MultiForm-Schalungssystem und dem zugehörigen „MagFly AP“-Magneten eingerüstet. Da bei diesem Schalungssystem die Schalbretter effizient gegen die Schalung gepresst werden, stellte diese Vorgabe kein Problem dar. Die Stöße der Schalbretter und der Übergang zwischen Schalbrett und Schalhaut der Batterieschalung wurden durch Silikon bzw. einer Gummilippe zusätzlich abgedichtet. Als Bewehrung und als Transporthilfe wurde eine Glasfaserkunststoffmatte eingesetzt.
2. Versuchsbeschreibung
Das Experiment wurde bei einer Umgebungstemperatur von 7°C durchgeführt. Um die Temperaturanforderungen von Hasit zu erfüllen, wurde die komplette Batterieschalung eingehaust und auf 12°C vorgewärmt. Damit wurde der untere Toleranzbereich für die Oberflächentemperatur der Schalhaut erfüllt. Das Prozesswasser hatte zur Sicherheit eine Temperatur von 20°C, um ggf. zu kalte Bindemittel im Peak auszugleichen.
Zum Start des Versuchs wurde die Mischmaschine von Hasit eingestellt, um einen Schaumbeton mit einer geringen Trockenrohdichte zu produzieren. Nach erfolgter Einstellung wurde der Schaumbeton binnen neun Minuten und zwei Sekunden in die Batterieschalung eingefüllt, das entspricht einer Füllgeschwindigkeit von 0,44 m³ pro Minute. Dabei lag die maximale Fallhöhe des Schaumbetons bei ca. 2 m, mit steigender Füllhöhe minimierte sich die Fallhöhe stetig. Ein Entmischen oder Zusammenfallen des Schaums konnte während des Füllprozesses nicht beobachtet werden. Vor und nach der Befüllung der Schalungen wurde jeweils eine Probe entnommen.
Nach dem Abschluss des Befüllens wurde die Batterieschalung wieder eingehaust und weiter temperiert. Ein Verdichten wäre an dieser Stelle hinderlich gewesen, da die Struktur des Schaums nicht beeinträchtigt werden darf. Um einen Vergleich zu haben, wurde parallel eine 25 cm hohe, nicht temperierte Schalung auf einem Kipptisch ebenfalls mit dem Schaumbeton gefüllt.
3. Die Ergebnisse
20 Stunden nach dem Einfüllen war der Schaumbeton erstarrt und nahm in der Festigkeit stetig zu, sodass das liegend gefertigte Element problemlos ausgeschalt werden konnte. Das stehend gefertigte Element hatte ebenfalls bereits eine ausreichende Festigkeit zum Öffnen der Batterieschalung. Beim Öffnen der Batterieschalung, vier Tage nach dem Einfüllen des Schaumbetons, präsentierte sich eine in einem Guss erfolgreich gefertigte, rissfreie Schaumbetonwand mit einer beachtlichen Höhe von 3,50 m (Abb. 1).
Mittig lag keine Bewehrungsmatte vor, an dieser Stelle bildete sich nach kurzer Zeit ein etwa 2 bis 3 mm breiter Riss. An den bewehrten Flächen fing der Schaumbeton an sich zu entspannen, so folgte mit ca. zwei Wochen Abstand eine Vielzahl an kleinen Rissen, die sich willkürlich in einem Abstand zwischen 15 und 25 cm einstellten und in der Regel deutlich weniger als 0,5 mm breit waren. In Hinblick auf die Funktion der Schaumbetonwand als dämmendes Element stellen die kleinen Risse jedoch mit hoher Wahrscheinlichkeit keine Einschränkung dar. Im Hinblick auf die plattenförmig eingebrachte Dämmung zeigt diese ein viel intensiveres Fugenbild als das oben beschriebene Rissbild.
In der folgenden Auswertung wird generell zwischen der Dichte des Materials ohne Trocknung, der sogenannten Nassrohdichte (NRD) und der Dichte des Materials nach Trocknung – der Trockenrohdichte (TRD) – unterschieden.
Wie beschrieben, wurden vor und nach der Fertigung der Wand Proben des Materials entnommen, um die Materialeigenschaften bestimmen zu können. Die NRD und TRD des Materials wurde anhand der Proben bestimmt, die während der Fertigung entnommen worden sind. Aus diesen Proben wurden jeweils drei Probestücke von 4 cm x 4 cm x 16 cm geschnitten. Die gemittelte NRD der entnommenen Proben betrug 200 kg/m³. Die gemittelte TRD wurde nach Trocknung bei 45°C bestimmt und betrug 180 kg/m³. Die gemittelte Druckfestigkeit des Materials wurde bei Probe 1 mit 0,44 N/mm² bestimmt und die gemittelte Biegezugfestigkeit mit 0,09 N/mm². Der gemittelte E-Modul der Probe betrug 124 N/mm². Die experimentell bestimmten und gemittelten Parameter der Probe 2 betrugen 0,42 N/mm² Druckfestigkeit und 0,18 N/mm² Biegezugfestigkeit. Der E-Modul der Probe betrug 111 N/mm².
Aus der stehend gefertigten Schaumbetonwand wurden nach sechs Wochen Lagerung 15 Probewürfel bei ca. 10°C aus drei verschiedenen Höhen herausgeschnitten. Von diesen Würfeln wurde die gemittelte NRD bestimmt und der NRD-Verlauf in Abhängigkeit von der Lage des Würfels in der Schaumbetonwand bestimmt (Abb. 2). Die Glasfaserkunststoffbewehrung wurde dabei mitgewogen. Im oberen Bereich, bei einer gemittelten Höhe von 2,95 m, wurde eine gemittelte NRD von 260 kg/m³ (± 5 %) bestimmt. Die gemittelte NRD des Materials beträgt knapp unterhalb der Mitte der Wand (bei 1,35 m) 275 kg/m³ (± 5 %) und am Boden 277 kg/m³ (± 5 %). Aus zwei Probewürfeln der stehend gefertigten Wand wurde die TRD nach Trocknung bei 45°C mit 190 kg/m³ und 200 kg/m³ bestimmt.
Bei der liegend gefertigten Wand wurde eine gemittelte NRD anhand von fünf Probewürfeln von 253 kg/m³ (± 5 %) experimentell bestimmt. Nach Trocknung der Probe lag die TRD bei 190 kg/m³. Diese Werte belegen, dass die Dichte in der stehend gefertigten Wand und der liegend gefertigten Wand gut übereinstimmen, ebenso die angestrebten und experimentell erzielten Werte. Der Schaum wurde in der stehenden Fertigung durch sein eigenes Gewicht nur minimal zerdrückt und es ist folglich möglich, ein homogen gedämmtes Wandelement auch über 3,50 m Höhe stehend zu fertigen. Der Fehlerbereich von ± 5 % wird angenommen, um größere Poren und Ungenauigkeiten der herausgeschnittenen Würfel zu berücksichtigen. Von drei der Würfel wurde jeweils die Druckfestigkeit bestimmt. Diese beträgt im oberen Bereich 0,20 N/mm², in der Mitte 0,27 N/mm² und unten 0,28 N/mm².
Die Farbverteilung auf dem kompletten Wandelement ist nahezu homogen, ebenso das vorliegende Porenbild. An wenigen Stellen sind Farbaufhellungen sichtbar. Die Poren sind mit einem Durchmesser von deutlich unter 1 mm größtenteils sehr klein, insbesondere im Material selbst. Wenige sehr große Poren mit einem Durchmesser von 1 bis 2 cm lagen an der Oberfläche, in direktem Kontakt zur Schalhaut, vor.
4. Übertragung auf die Schmetterlingsschalungstechnologie
Die Batterieschalungstechnologie wurde durch das abgeschlossene Experiment um eine Anwendung bereichert. In Hinblick auf weitere Fertigungstechnologien können vielfältige Möglichkeiten abgeleitet werden. So besteht beispielsweise die Möglichkeit, mittels Batterieschalung passgenaue Dämmplatten herzustellen. Diese können so in Form und Geometrie perfekt an die jeweiligen Bauprojekte angepasst werden und beispielsweise auch direkt als großformatige, dämmende Außenwandelemente auf der Baustelle genutzt werden.
Ebenso können die Mineralschaumelemente als passgenaue Dämmplatten, beispielsweise in der Sandwichwandfertigung, dem Prozess zugeführt werden. Auch eine Sandwichwandfertigung mit beidseitig schalungsglatten Sichtseiten mittels Schmetterlingsschalungstechnologie ist möglich. So kann in einer Schmetterlingsschalung die Vorsatzschale einer Sandwichwand liegend betoniert werden und der Schaum auf den Frischbeton aufgebracht werden. Nach dem Erhärten wird die Schmetterlingsschalung mit dem halbfertigen Betonelement in die Batterieschalung gehoben und die Tragschale in der geschlossenen Batterieschalung ausbetoniert.
5. Ausblick
Mineralisch, nicht brennbar, 100 % recyclebar und gut gedämmt – perfekt ergänzend für die serielle Wandproduktion mit der Schmetterlingsschalung von B.T. innovation – ist der Hasit-Schaumbeton. Das Einbringen einer Schaumbetondämmung kann vermutlich automatisiert werden. So kann in einer Umlaufanlage beispielsweise ein Prozessschritt in die Fertigung eingearbeitet werden, bei der der Schaum durch einen automatisierten Verteiler nach dem Verdichten des Betons der Erstschale auf den Frischbeton aufgebracht wird. Das aufwändige Verlegen und Zuschneiden der Dämmung entfällt, sodass die Fachkräfte sich auf die restlichen Prozessschritte fokussieren können.
Die B.T. innovation GmbH geht an vielen Stellen ungewöhnliche Wege, um das Bauen einfacher, schneller und kostengünstiger zu machen.
CONTACT
B. T. Innovation
Sudenburger Wuhne 60
39116 Magdeburg/Germany
+49 391 7352-0