Hochmoderne Mischanlage bestärkt die Vision der
Klimaneutralität



In einer Welt, in der Umweltbewusstsein und Nachhaltigkeit immer mehr in den Vordergrund rücken, sind Unternehmen mit Visionen führend auf dem Weg in eine grünere Zukunft. So hat ein deutsches Unternehmen mit unermüdlichem Engagement für aktiven Klimaschutz eine Betonmischanlage, die mit dieser Philosophie im Einklang steht, gekauft. Elkon als renommierter Hersteller von innovativen Betonmischanlagen hat sich der Herausforderung gestellt und dem Unternehmen eine Lösung auf dem neuesten Stand der Technik geliefert, die nicht nur die Anforderungen erfüllte, sondern auch die Erwartungen übertraf.
Der Maschinenhersteller Elkon gilt aufgrund seiner jahrzehntelangen Erfahrung und innovativen Technologien als eine führende Kraft in der Betonindustrie. Die gelieferte Betonmischanlage ist der Inbegriff von technischer Spitzenleistung und nachhaltigkeitsorientierter Bauweise.
In einem gemeinsamen Projektentwicklungsprozess, der sich über zwei Jahre erstreckte, konnte eine hochmoderne Betonmischanlage entwickelt werden. Die erfahrenen Ingenieure von Elkon führten intensive fachliche Gespräche mit dem Projektteam, um die genauen Anforderungen zu verstehen und die am besten geeignete und innovativste Lösung anbieten zu können. Während dieser zweijährigen intensiven Phase analysierten die Teams die Projektanforderungen sorgfältig und berücksichtigen dabei alle Aspekte, die in Bezug auf Energieeffizienz, Präzision und Nachhaltigkeit optimiert werden konnten. Dieser offene Dialog und die gemeinsame Vision waren von wesentlicher Bedeutung für die Entwicklung der Anlage, die perfekt im Einklang mit ihrer Philosophie der Klimaneutralität steht.
Hauptmerkmale der Mischanlage
1) Beeindruckende Lagerkapazität für Zuschlagstoffe:
Zur Elkon-Mischanlage gehören zwei parallele Vorratsbehälter, die eine riesige Gesamtlagerkapazität für Zuschlagstoffe von 16 x 60 m³ aufweisen und damit eine Gesamtlagermenge von 960 m³ Zuschlagstoffen erreichen. Mit dieser Lagerfähigkeit wird eine ununterbrochene Betonproduktion mit unterschiedlichen Rohstoffen sichergestellt, womit das Unternehmen den Anforderungen an seine Produkte gerecht wird. Die Materialzufuhr dieser Zuschlagstoffbehälter erfolgt über ein Zuschlagstoff-Vorbeschickungssystem, mit dem der Umschlag der Kipper mittels H-Verteilerband zur Beschickung der 16 Behälter effizient erfolgt.
2) Höchst präzise Zuschlagstoff-Dosierschieber:
Durch die höchst präzisen Zuschlagstoff-Dosierschieber von Elkon wird eine außerordentliche Wiegegenauigkeit von 0,5 % bei jeder Charge gewährleistet, selbst bei sehr kleinen Mengen. Mit dieser beständigen Genauigkeit wird die Gesamtqualität des Betons und damit des Endprodukts verbessert.
3) Automatische Feuchtesensoren:
Um höchstmögliche Genauigkeit bei der Wasserdosierung zu erlangen, wurden Feuchtesensoren basierend auf Mikrowellentechnologie in alle Zuschlagstoffbehälter und Mischer eingebaut. Diese Sensoren überwachen den Feuchtegehalt kontinuierlich und ermöglichen so eine automatische Anpassung, um damit eine präzise Wasserdosierung zu erreichen und die Leistungsfähigkeit des Betons weiter zu steigern.
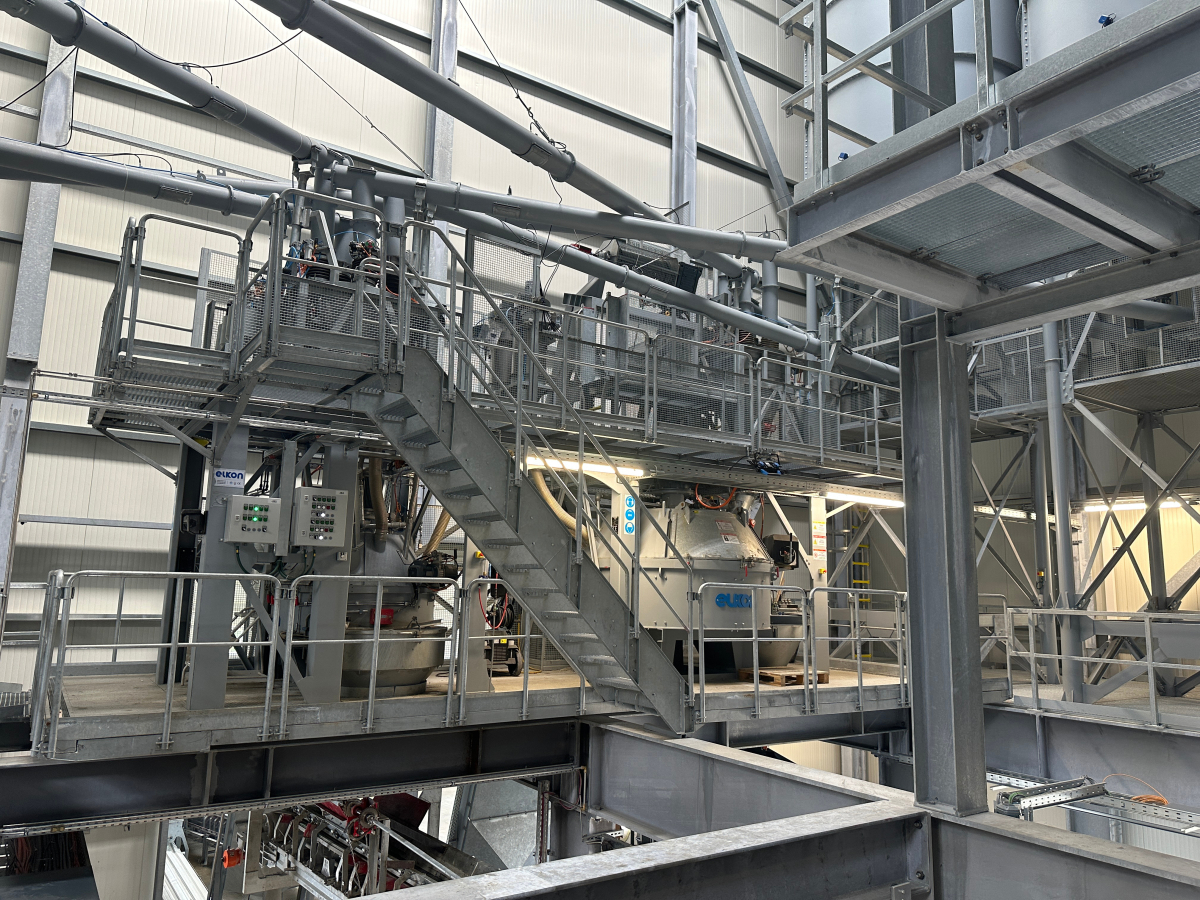
4) Hochentwickelte Elkon-Planetenmischer:
Diese Betonmischanlage ist mit hochwertigen Elkon-Planetenmischern ausgestattet, um eine gründliche und homogene Durchmischung der Betonbestandteile sicherzustellen. Zur Steuerung von Effizienz und Mischgeschwindigkeit sind
die beiden 1500/1000 L und 375/ 250 l Elkon-Planetenmischer mit Frequenzumrichtern ausgestattet.
5) Energieeffizient und umweltschonend:
In Deutschland wurde eine energieeffiziente Mischanlage in Betrieb genommen, die der umweltschonenden Philosophie entspricht. Die Betonanlage von Elkon weist beeindruckende Merkmale für höchste Energieeffizienz auf, wie z. B.:
Energie-Rückgewinnungssystem: Die Elkon-Mischanlage verfügt über ein in die Zuschlagstoffkübel integriertes Energie-Rückgewinnungssystem. Die während der Bewegung der Aufzugskübel erzeugte Energie wird effizient in Superkondensatoren gespeichert und bei nachfolgenden Mischvorgängen eingesetzt. Durch diese innovative Lösung wird der Energieverbrauch erheblich gesenkt und damit für eine nachhaltige Betonproduktion gesorgt.
Hocheffiziente Motoren: Alle Elektromotoren der Betonmischanlage entsprechen der höchsten Energieeffizienz-Klasse. Darüber hinaus sind sie mit Frequenzumrichtern ausgestattet, um den Energieverbrauch zu optimieren und damit zu einer reduzierten CO2-Bilanz beizutragen.
6) Isolierte Einhausung für eine optimale Produktion:
Um eine optimale Produktion bei minimaler Auswirkung auf die Umgebung zu gewährleisten ist die Elkon-Mischanlage mit isolierten Einhausungen sowie einem Mischer-Staubfilter ausgestattet. Durch diese Einhausung wird die Temperaturregelung erleichtert, was die Anlage ideal für unterschiedliche klimatische Bediengungen macht.
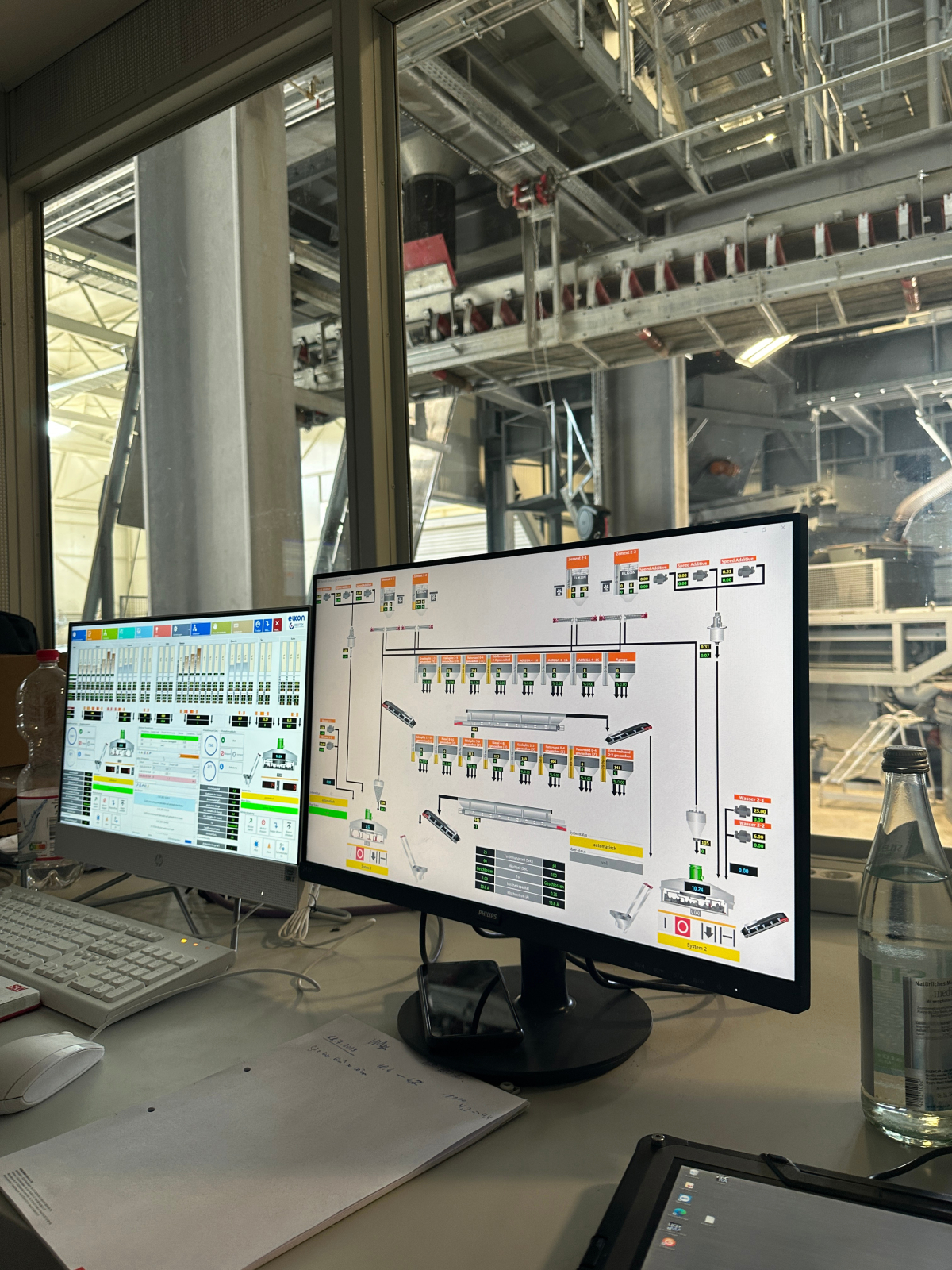
7) Fortschrittliches Automatisierungssystem:
Die Mischanlage verfügt über ein fortschrittliches Steuerungssystem aus betriebsinterner Entwicklung. Dieses intelligente System optimiert den Arbeitsablauf, reduziert Stillstände und rationalisiert den Produktionsablauf. Der Beton wird ganz ohne Maschinenbediener auf Anforderung der Hermetikpresse automatisch hergestellt und bei Einhaltung aller Parameter der Presse zugeführt.
Das Ergebnis der Zusammenarbeit zwischen Elkon und dem Betonhersteller ist eine revolutionäre Betonmischanlage, die die Messlatte an Genauigkeit, Effizienz und Umweltbewusstsein in der Bauindustrie höher legt. Mit ihren innovativen Technologien, dem Energie-Rückgewinnungssystem und dem Beitrag zum Umweltschutz ist diese hochmoderne Anlage Ausdruck für eine bessere und grünere Zukunft bei der Betonproduktion.
CONTACT
Elkon
Gazeteciler Sitesi,
Dergiler Sokak No: 13 Esentepe
Istanbul/Turkey
+90 212 288 9633