Quality always wins!













Going slightly against the trend, the northern Italian company M.V.B. did not become “apathetic” amidst the crisis but decided to expand its production facility instead. For this purpose, the family-owned business invested a total of over 9 million euros in its factory site last year, including machinery and estate. Hess Maschinenfabrik GmbH & Co. KG supplied a complete block-making line to Bregnano.
Located in the small town of Bregnano between Milan and Lake Como, M.V.B. has been doing business since 1986, when its founder started out in the field of concrete products. It is interesting to look at the history of it: at the age of 14, Nemesio Brenna began working as a stone layer in his father’s business. Then, when he was 26, he established his own company and set up a precast plant with an egg layer as the first piece of equipment. Today, he is 55 years old and the main shareholder in M.V.B., remaining committed to the day-to-day business of the company. In the meantime, his son, Matteo, also joined the business and became a shareholder as well. Another shareholder is Claudio Brenna,Nemesio’s brother, who is also taking care of the everyday business of the precast plant.
The development of the company can be considered a true success story because it never ceased to grow. In 1986 all was started. Just a year later, in 1987, a Rosacometta system was purchased in order to produce blocks and slabs. In 1998, this machine was replaced with an Omag block-making unit whilst retaining the handling system of the old machine. Later, in 2002, a complete Omag line was acquired. Later on and in the same building was installed an aging equipment. In a newly constructed factory building, a splitter with a customized handling system (robot gripper technology) and sandblasting unit was installed. This type of system was one of the first fully automated production line operated by the Italian company.
Yet the success story continued: amidst and despite the crisis, the owners of the company decided to once again invest in plant and equipment, as well as in the expansion of production. Again, a new factory building was erected at the company premises, which was possible because the owners have enough land at their disposal. This time, however, they decided in favor of the engineering company Hess located at Burbach-Wahlbach in Germany.
The RH 2000-3 VA machine at the core of the line
The core unit of the new production line is the RH 2000-3 VA concrete block machine, which is the “high-end machine manufactured by Hess”. This system combines the many years of engineering experience of Hess with latest technological advances. Its key attributes are ease of use and a high degree of safety but also cause efficiency for the customer. All components subject to wear and tear have a particularly robust design. Using “intelligent” electronics, this sturdy design is combined with various innovative machine features. Delivering this type of system, Hess ensures highly economical operation in concrete block production. Concrete products can be manufactured on production plates in sizes from 1200 x 1000 mm to 1550 x 1450 mm, which results in effective production sizes from 1100 x 1050 mm to 1450 x 1400 mm. Products can be produced up to 500 mm.
The particularly robust, long-lasting design is due to the sophisticated mechanical components, which are produced on state-of-the-art machining centers. Control and visualization systems are based on Siemens S7 and Siemens WIN CC units.
The highly dynamic hydraulic system is another particular feature of the production line. This system has been combined with an electronic axial controller unit. Depending on the specific design, the block machine is available with an electrically operated core mix unit, a quick mold change system or other options.
The VarioTronic compaction system provides a high degree of reliability and accuracy in the production process. Frequency and amplitude can be set fully independently of each other, which ensures optimal vibration parameters during the concrete filling and main compaction stages.
Using asynchronous servomotors, the angles of the vibrators can be modified within an extremely short period, which results in a very short vibration time whilst ensuring a consistently high product quality in the manufacture of concrete blocks. In the customized oil-bath vibration process, the vibration shafts are enclosed by separate, hermetically closed housings filled with oil. This setup is associated with significant benefits, such as uniform bearing lubrication, prevention of dry running within the housing and the resulting longer service life.
Another particular feature offered by the RH 2000-3 VA machine is its pneumatic tamper head system.
With its range of available product heights (25 mm to 500 mm), the Multimat RH 2000-3 VA system enables the manufacture of an extremely wide range of concrete products. Owing to the high degree of variability of the RH 2000-3, production output can change market demand quickly and in a flexible manner whilst ensuring superior product quality.
A complex system installed at M.V.B.
What makes this production line unique in Italy is both its complexity and the fine eye for detail that the owners of the company are demonstrating while working on this project.
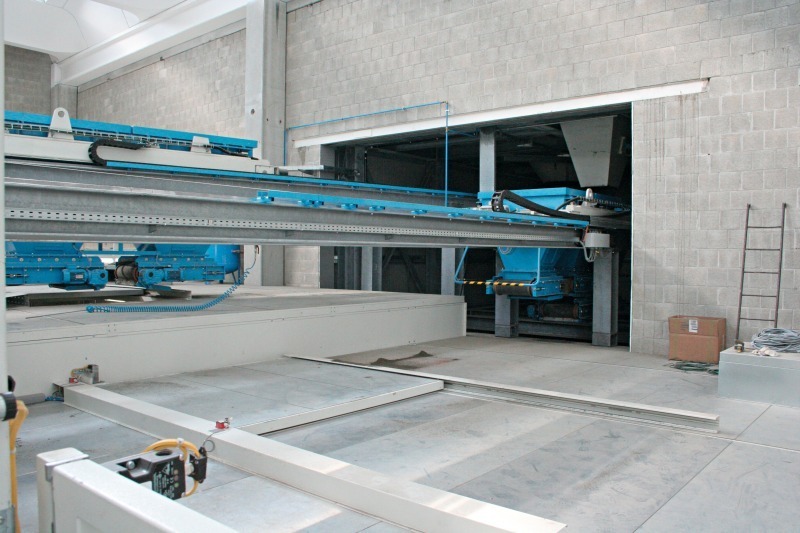
The factory building has been built in precast and features many wide, generously arranged strips of windows through which the interior is daylit – just as if concrete products were manufactured in an outdoor facility! Many features have been added to this brightly lit building in order to optimize processes and improve quality.
Downstream of the encapsulated block machine, i.e. directly adjacent to the housing, a washing unit was installed, as well as a sturdy system of conveyors that can supply the entire production cycle via numerous transfer stations.
About 8,000 production boards are used in the cycle. At M.V.B., steel pallets were chosen because the company intends to also manufacture very large products in this building.
The curing chambers accommodate approx. 4,700 layers stored in 14 chambers that can be hermetically closed up by roller shutter doors. The heavyweight steel pallets obviously require a customized handling and transport system. For this reason, mobile scissors lifts moving in transverse direction to transfer the empty production boards from the dry side back to the rear side of the block machine have been positioned downstream of the board turning device.
The production line has been in its start-up phase for slightly over three months. The owners of the company are currently performing test runs to manufacture grey products such as curbs, slabs, blocks but also the series of colored products.
For pigment dosing, a system supplied by Würschum has been installed that can handle four different powder pigments. Yet M.V.B. has also thought through an appropriate solution for coloring: a Colormix unit has already been installed so that shaded concrete products will be produced.
The system for admixture dosing was also supplied by the German producer Würschum.
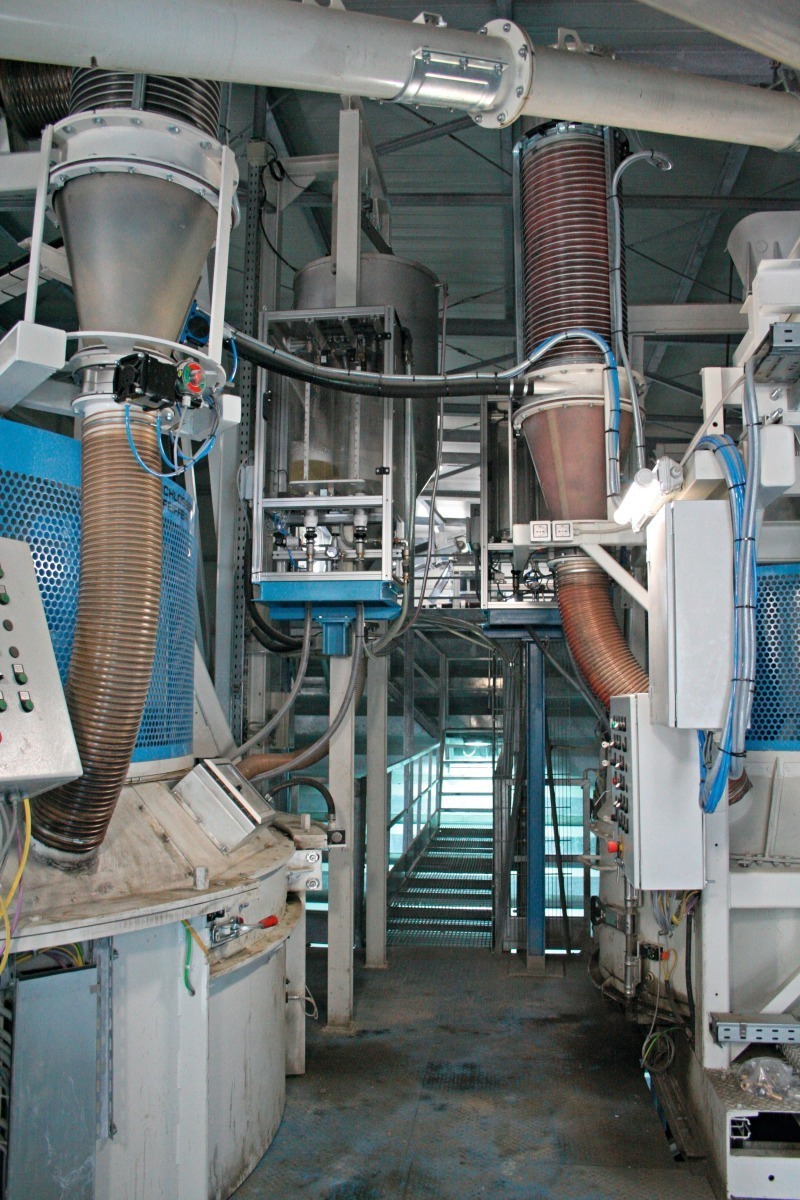
At the mixer level, a 2 m³ mixer for core concrete (Schlosser Pfeiffer) and a smaller mixer with a capacity of 0.5 m³ for face mixes have been installed. Both mixers have obviously been equipped with moisture sensors (Ludwig, FL Micro Turbo. which grants a constant degree of humidity in the concrete.
Raw materials for the new production line (the new factory building) are supplied from the feeding bin in the adjacent older production facility via the Omag line. An inclined conveyor moves the raw materials to the level of the silos, i.e. slightly above the mixers, where a shuttle conveyor and two mobile transverse conveyors for the two rows of silos are located. The transverse conveyors enable the feeding of each of the silos. The installation includes six large aggregates silos for core mixes and six ones for the face mix aggregates. The filling level of the silos is monitored by an electro-optical laser system, which transmits the related signals directly to the central controlling unit. Whenever aggregates are required for a specific concrete mix, the controlling unit of the mixer feeds the required signals via a weighing conveyor directly into the associated skip (core or face mix).
The mixer bottom can be opened so that the concrete mixes are fed into buckets. A small overhead bucket line then transports the concrete to the block machine installed in the neighboring building and feeds the concrete into the individual hoppers of the machine.
The central controller unit has been installed in a control cabin situated directly adjacent to the machine, which ensures that the machine is encapsulated whilst providing appropriate protection to its operators. This approach ties in with the safety concept implemented for the entire production line. Another distinct feature of the system are various control panels installed at several points of the production cycle. This setup makes it possible to disconnect the washing unit, the elevator/lowerator system with forklift etc. from the central controller unit at any time, and to control and operate them separately in direct mode if and when required.
Project “Highest Quality”
When considering such a new construction project or investment, this is feasible only if you think many steps ahead whilst always keeping track of your objectives, which is precisely the approach followed at M.V.B. As early as at the planning and installation stages of the block machine, the entire production process had been geared towards the manufacture of premium concrete products. For the same reason, a milling/grinding unit was installed between the lowerator and the stone squeezer. This unit is to calibrate the large, thick slabs and blocks produced. As I have learned during my visit, the Italian market currently also favors large concrete slabs in great heights. In this country, it is apparently common to bond these slabs to the underlying base (i.e. to lay them in a mortar bed), just like natural stone products, as opposed to the unbonded laying method commonly applied in Germany, for instance.
Outlook and summary
One of the distinct features of this precast plant surely is that the owners and shareholders are operating the equipment themselves, taking personal care of the test runs of the block machine. Yet the observer is not under the impression that this is some kind of monitoring of the engineering company. Quite on the contrary, they are not just supporting the setup of the production line – these men are perfectly sure about what they want to achieve and how to implement it!
As a matter of course, the staff of M.V.B. may also get support from Hess because both remote monitoring and the usual Hess customer service have been contractually agreed upon. Yet this is only one of the alternatives available to the management at Bregnano. They want to know exactly what the new equipment can achieve and which additional options this sophisticated engineering technology provides to the employees on the shop floor.
I was distinctly impressed with the very high quality of the test runs: the first products showed smooth paver surfaces, perfectly chamfered edges and fully compacted, visually appealing core mixes.
Nemesio, Claudio and Matteo look forward to the next few weeks with confidence: “We will soon start up the Colormix unit and then start producing shaded items, which will provide us with a true competitive edge in this region. The plain-colored concrete products manufactured so far have been of superb quality. We achieved absolutely perfect results for our blocks and masonry units.”¢





