How state-of-the-art analyzers can improve quality and margin in concrete batching
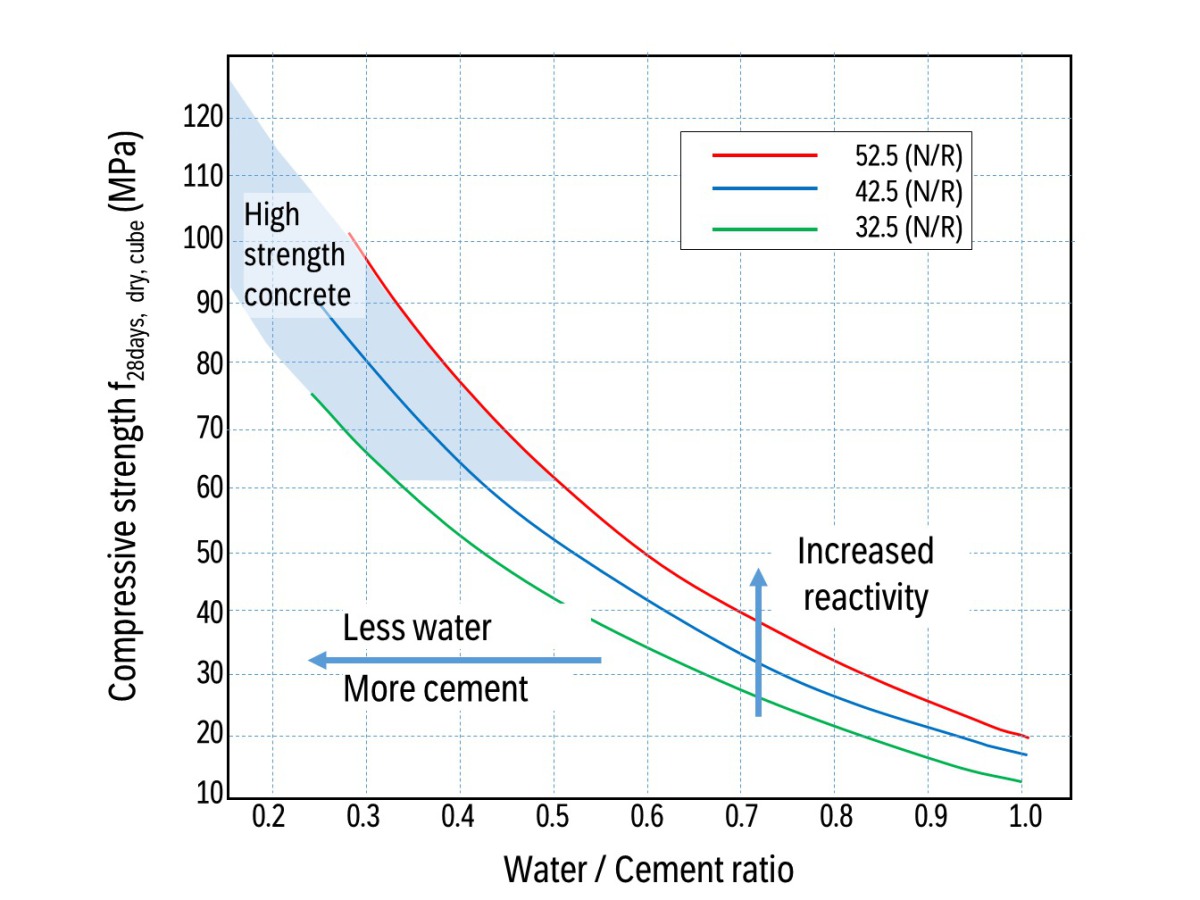 Figure: Thyssenkrupp Industrial Solutions
Figure: Thyssenkrupp Industrial Solutions
 Figure: Thyssenkrupp Industrial Solutions
Figure: Thyssenkrupp Industrial Solutions
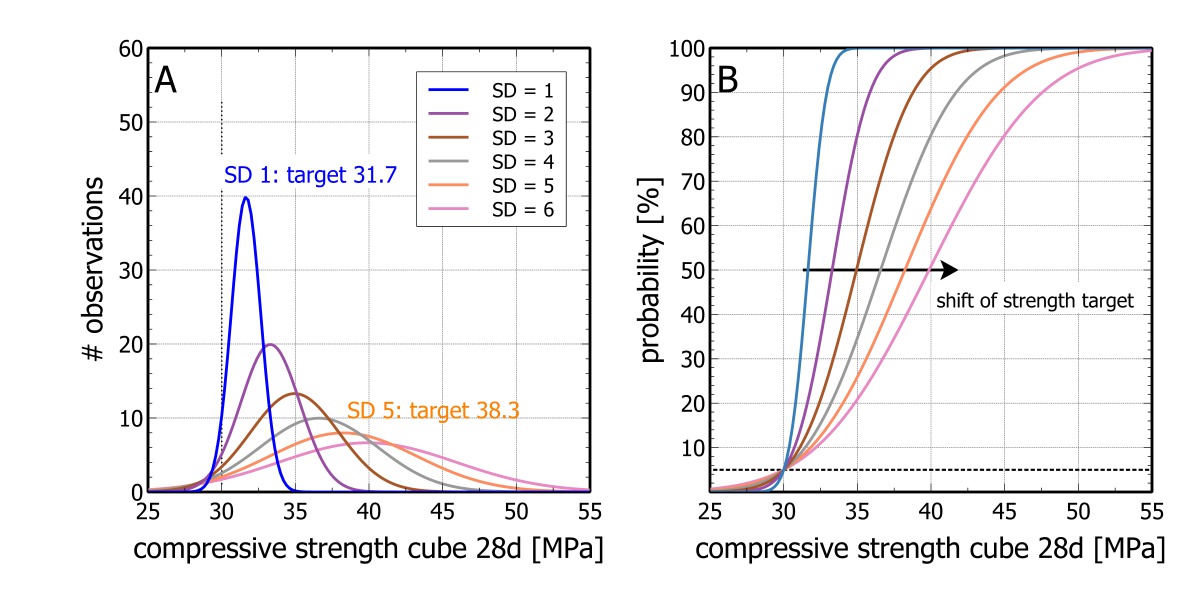 Figure: Thyssenkrupp Industrial Solutions
Figure: Thyssenkrupp Industrial Solutions
 Figure: Thyssenkrupp Industrial Solutions
Figure: Thyssenkrupp Industrial Solutions
 Figure: Thyssenkrupp Industrial Solutions
Figure: Thyssenkrupp Industrial Solutions
 Figure: Thyssenkrupp Industrial Solutions
Figure: Thyssenkrupp Industrial Solutions
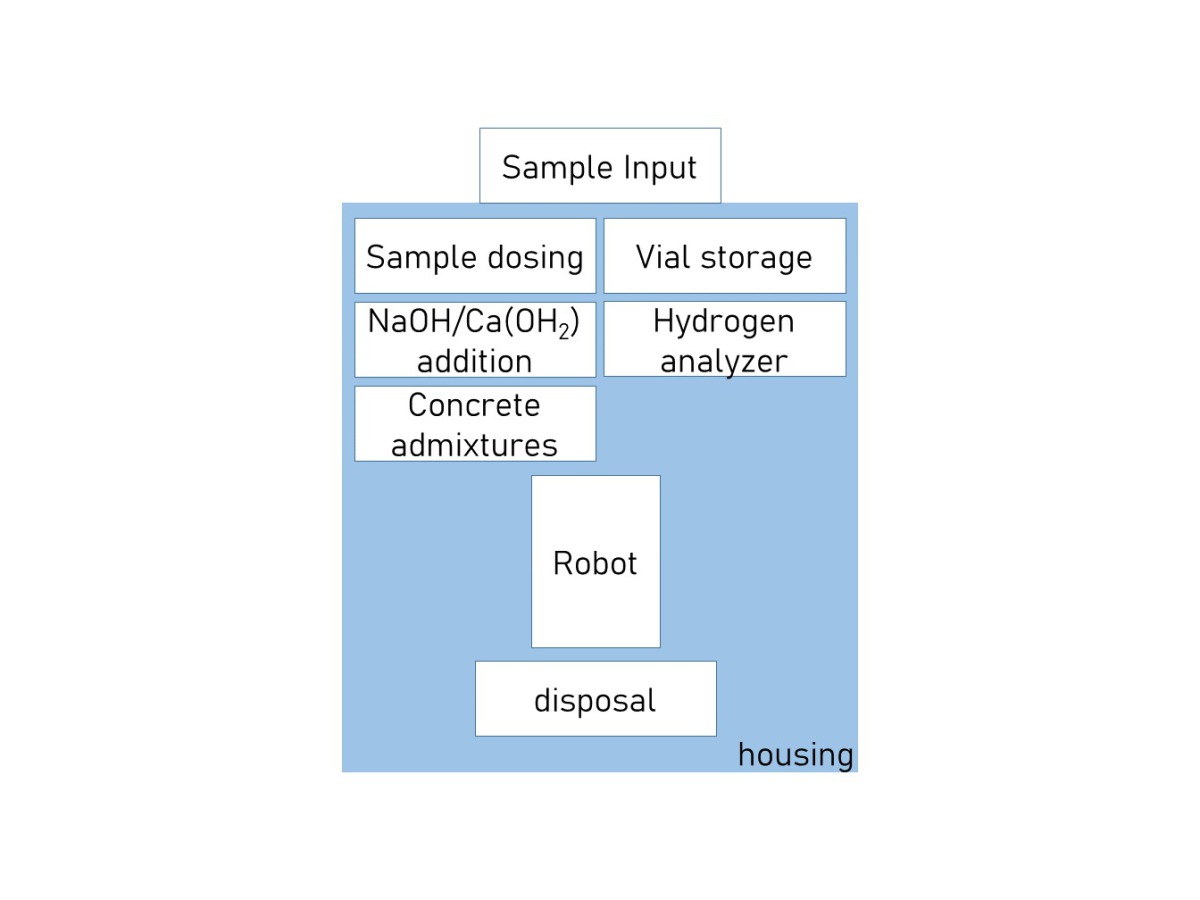 Figure: Thyssenkrupp Industrial Solutions
Figure: Thyssenkrupp Industrial Solutions
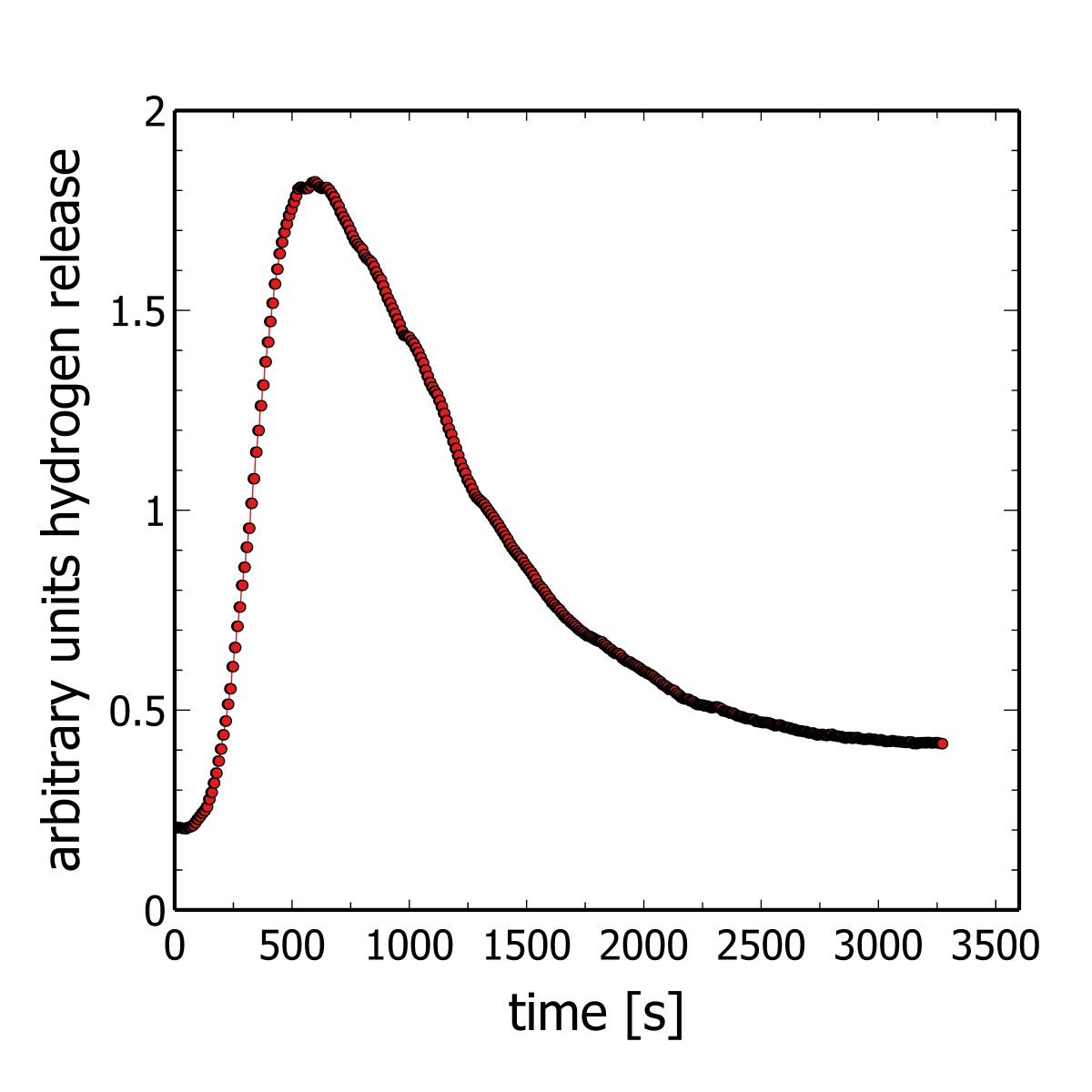 Figure: Thyssenkrupp Industrial Solutions
Figure: Thyssenkrupp Industrial Solutions
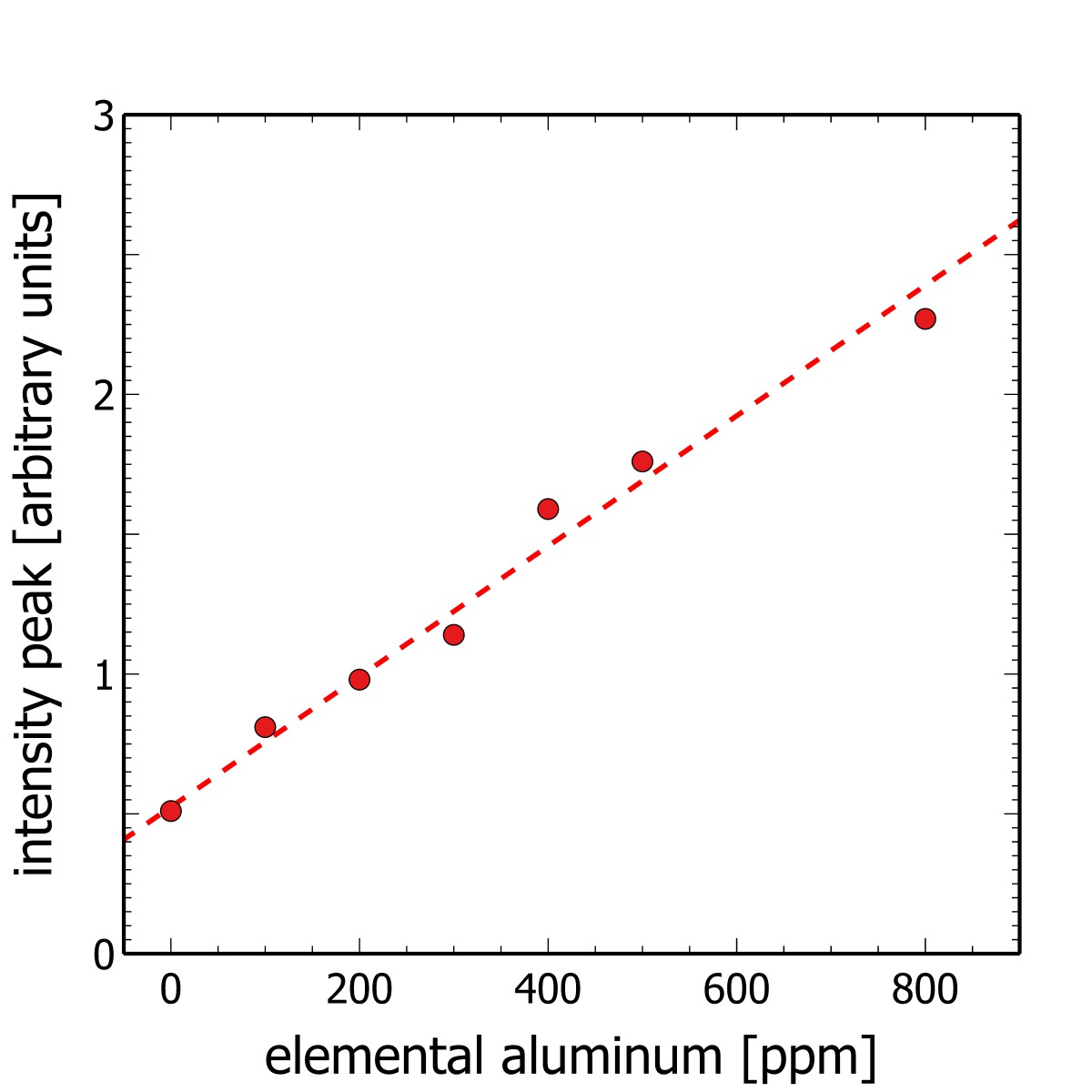 Figure: Thyssenkrupp Industrial Solutions
Figure: Thyssenkrupp Industrial Solutions
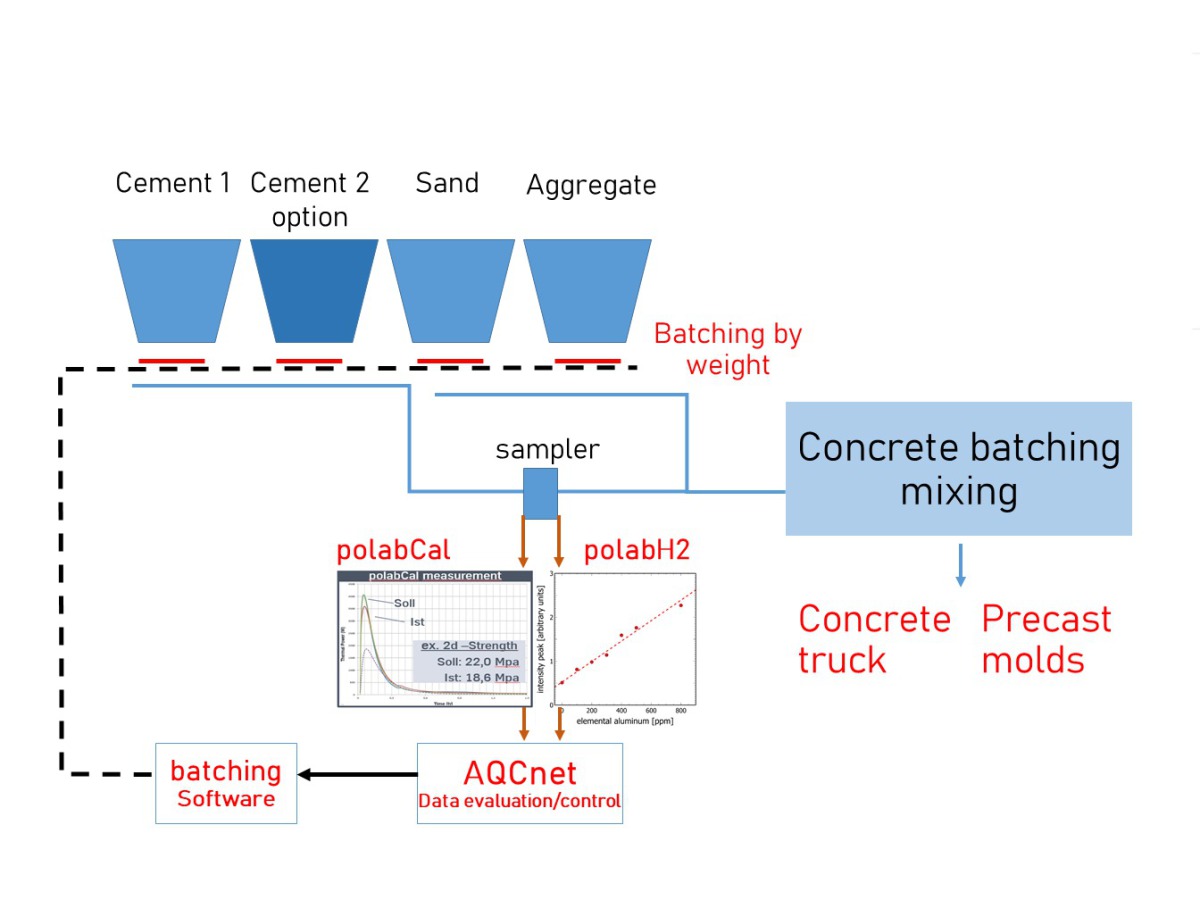 Figure: Thyssenkrupp Industrial Solutions
Figure: Thyssenkrupp Industrial Solutions

The concrete and precast industry will be challenged by ongoing changes in the cement industry. In future, concrete batching will require a better understanding of cement to optimize concrete recipes economically and to maintain concrete conformity. This task can be accomplished with PolabCal and PolabH2.
The concrete and precast industry is confronted with ongoing changes in the cement industry. In near future the CO2 load of cementitious binders will be reduced by lowering the clinker content. However, a lower clinker factor will also reduce reactivity. In future, concrete batching will require a better understanding of cement to optimize concrete recipes economically and to maintain concrete conformity.
This task can be accomplished with PolabCal (cement reactivity analyzer) and PolabH2 (automated hydrogen analyses). These analyzers supply frequent (e.g. hourly) data of cement reactivity and cement expansion potential. Fully automated, they provide high-resolution data to correct and optimize concrete recipes during batching. All results can be directly forwarded to mix calculation software.
1 Introduction
Global concrete production is estimated to 30 Gtconcrete/year (equivalent to 10-15*109 cbm/year) [1]. 8% of global CO2 emissions are attributable to cement manufacturing [16]. On the raw material side, the cement industry is steadily moving forward to decrease clinker content in cement and traditional fuels to bring down greenhouse gas emissions. On the final application, lean concrete design is a lever to reduce the contribution from construction work [15]. Sustainable concrete recipes need to strike a balance between reliable concrete conformity at reduced greenhouse gas emissions per unit and acceptable cost. These tasks can be achieved by a better understanding of the binders used in concrete.
Concrete composition is optimized along three constituents: water/cement ratio (including concrete admixtures), cement content and aggregates (including recycled aggregates). The relation of compressive strength versus cement quality is documented in the Walz curve (Fig. 1). A decrease in water addition increases compressive strength. An increase in the cement strength class improves compressive strength, usually at a higher cost. Furthermore, future placing technologies, such as self-compaction or 3D printing, are demanding in terms of cement robustness and concrete admixture content.
This paper introduces two analyzers that provide application-relevant data for cement. Data acquisition is fast enough to review cement content in concrete batching. PolabCal allows reduced safety margins by closing the gap from batching to delayed confirmation from compressive strength testing. PolabH2 supports the control of possible expansive cement properties in concrete production.
2 Today’s quality control systems
2.1 Quality control in cement plants
EN 197 [2] and EN 196 [3] describe 27 cement types in six compressive strength classes and the procedures to certify compliance. Certified properties are compressive strength, set times, volume stability, sulfate resistance, heat of hydration, shrinkage, low initial strength and green strength for precast production.
Cement plant quality control operates a process lab (XRF, XRD, PSD) to produce clinker and cement compliant with EN 197 [4]. The process lab is often fully automated (Fig. 2). It ensures compliance of intermediate and finished products with standards and internal targets. Clinker and cement reactivity is not quantified but anticipated from historic data. Cement quality is adjusted by controlling SO3 for set correction and fineness. Performance of the cementitious binder can only be predicted from the historic data due to the delayed compressive strength analyses.
The physical laboratory verifies product quality with compressive strength tests in accordance with EN 196 [3]. The results from the physical lab are delayed by 1 to 28 days from production. This offset complicates a correlation of process control and product control data. The process set points are fixed by QC personnel on historic data plus safety margins to meet the targets. Often cement has been dispatched when compressive strength data becomes available.
2.2 Quality control in concrete and precast
manufacturing
Quality control in concrete plants rests on three pillars: skilled personnel, fresh concrete properties and hardened concrete properties. Fresh concrete properties are quantified from the batch or by torque measurements during transport [5]. Water content or concrete admixtures are adjusted accordingly. Hardened concrete properties require concrete casting to molds and compressive strength testing with delayed results. Errors in the concrete lab include material inconsistency, the batching process and the human factor. Each analytical error limits accuracy and reproducibility [13, 14]. In practice, set points are corrected with safety margins based on historic data (Fig. 3A/3B). The actual compressive strength target is calculated from the accepted percentage of outliers and the standard deviation (Fig. 3B) [6, 2]. The statistical approach is mandatory to exclude the risk of nonconformity [15].
In the example, a standard deviation of 5 at a compressive strength target of 30 MPa (C25/30) will see some cubes with a compressive strength close to 50 MPa overshooting the target by 20 MPa (Fig. 3). The excess compressive strength is a cost factor due to increased cement content or overdosed fluidizers in concrete. A reduced safety margin deviation has a cost benefit.
3 Future analyzers in concrete plants
3.1 PolabCal – automated isothermal calorimetric
analyses
Reactivity is a crucial property of cementitious materials. Isothermal calorimetry quantifies cement reactivity from heat release during hydration rather than from compressive strength measurement [7]. Up to now, isothermal calorimetry has been used widely in R&D. The signal carries information about the power released from hydrating cement at a given time (Fig. 4A) and the accumulated heat release over time (Fig. 4B). Previous work confirmed the potential to predict at least one-day compressive strength from calorimetry data [8, 10]. Up to now, the signals chosen from calorimetry were too slow for process control (½ day to 1 day). The intense initial peak was lost or incompletely recorded due to slow manual sample preparation and a critical human factor. Recent work accelerated automated isothermal calorimetry analyses to include the initial peak into the data record. This task is achieved by automation and thermal equilibration between sample preparation and the thermostat of the calorimeter. Automation reduces the human factor and improves reproducibility and accuracy [4, 11]. PolabCal translates step-by-step manual sample preparation to a completely unattended process including sample dosing, adding water, applying high-shear mixing and introducing the sample into the automated calorimeter and data evaluation operation (Fig. 5A, Fig. 5B). Concrete additives or additional solid material (e.g. fly ash, granulated blast furnace slag) can also be dosed from the automated system precisely. The record of the first 60 minutes of hydration with the initial peak gives access to an ultrafast and reproducible reactivity signal on a routine basis [11]. This first peak contains all information available at a later stage of hydration (Fig. 4, [11]). In a first approach, reactivity of subsequent cement samples can be normalized frequently (e.g. hourly, bihourly). The ratio is used to adjust the cement content in a concrete batch to maintain conformity of batches over time.
The AQCnet software operates the analyzer, analyzes the data (Fig. 4 A/B) and communicates with third-party software to adjust concrete recipes. PolabCal is a quantum leap to improve concrete consistency and economics and sustainability.
3.2 PolabH2 – automated elemental aluminum
analyses
Recently some cements exhibited expansive behavior during hydration critical for concrete and precast manufacturing. The expansion is due to elemental metals present in cement (e.g. from alternative fuels, wear from metal surfaces). Those metals are oxidized in alkaline solutions. The reaction products are pore-forming gaseous hydrogen (eq. 1, eq. 2) and solid hydro(xy)garnet (katoite, Ca3Al2(OH)12) [12]. This reaction is known from the action of aluminum flakes added during production of porous and aerated concrete.
3 Ca(OH)2 + 2Al + 6H2O --> Ca3Al2(OH)12 + 3H2 eq. 1
2 NaOH + 2Al +6H2O --> 2 NaAl(OH)4 + 3H2 eq. 2
The hydrogen release is calculated to elemental aluminum content in cement in accordance with equations 1 and 2. Technically PolabH2 is derived from PolabCal (Fig. 6). The complete analyses (sample input, weighing, adding activation fluid, quantification) is automated, and AQCnet calculates the elemental aluminum content. The results are used to adjust pore formation to requirements and limits. Fig. 7 shows a typical hydrogen release curve over time. The measurement takes 30-60 minutes of time. Fig. 8 shows a calibration curve for quantification. By automation, the sample throughput is able to apply fast corrections during batching requiring only a minimum of skills and personnel.
4 Control cycles
Concrete producers rely on statistical supervision of their products with a limited number of actual compressive strength analyses. PolabCal and/or PolabH2 add high-resolution reactivity data and hydrogen data to concrete batching. Fast and reliable analyses are mandatory to adapt concrete recipes frequently. The ultimate task is to reduce standard deviation of compressive strength to reach reduced safety margins without compromising concrete conformity. Concrete plants handle small volumes that can be traced from reception to final consumption. This concept gives access to fast control loops during the concrete batching process.
Fig. 9 outlines a quality control system for a concrete batching plant. Cement is sampled every 30-60 minutes on the way to the batching mixer. Each cement sample is tagged with a reactivity value. Based on the measurement, a reactivity ratio can be calculated from subsequent cement samples and combined with electronic interlocks (e.g. minimum cement requirement, maximum water addition, concrete admixture). From the results, the concrete mix can be adjusted instantaneously by tuning the cement weight or by blending cement from two or more independent silos or by tuning one of the remaining concrete constituents (e.g. fluidizer). A similar control concept works for PolabH2 and pore formation control.
The data can also be linked to process data from other weigh feeders, energy consumption of mixing devices, shear properties of the concrete and fresh concrete testing. Compressive strength data can be added to the database as soon as available to support the models. Process control can be done by simple trending and a subjective reaction or by application of modern tools like IQCnet for a holistic process supervision by artificial intelligence [11]. In both cases, the results are economic and ecological solutions backed by available stocks and qualities.
5 Conclusion
The concrete and precast industry will be challenged by:
Cements with reduced CO2 emissions;
Reactivity fluctuations of cementitious binders;
New physical effects during hydration due to minor constituents in cements.
These changes call for new quality control concepts for incoming cements and during batching. PolabCal and PolabH2 supply rapid results to review concrete recipes continuously. The outcome will include concrete conformity, reduced safety margins and a positive cost effect in concrete batching.