Bauen im Gebäudebestand: Unglehrt automatisiert Betonfertigteilproduktion
 Figure: Vollert
Figure: Vollert
 Figure: Vollert
Figure: Vollert
 Figure: Vollert
Figure: Vollert
 Figure: Vollert
Figure: Vollert
 Figure: Vollert
Figure: Vollert
 Figure: Vollert
Figure: Vollert
 Figure: Vollert
Figure: Vollert
 Figure: Vollert
Figure: Vollert
 Figure: Vollert
Figure: Vollert
 Figure: Vollert
Figure: Vollert
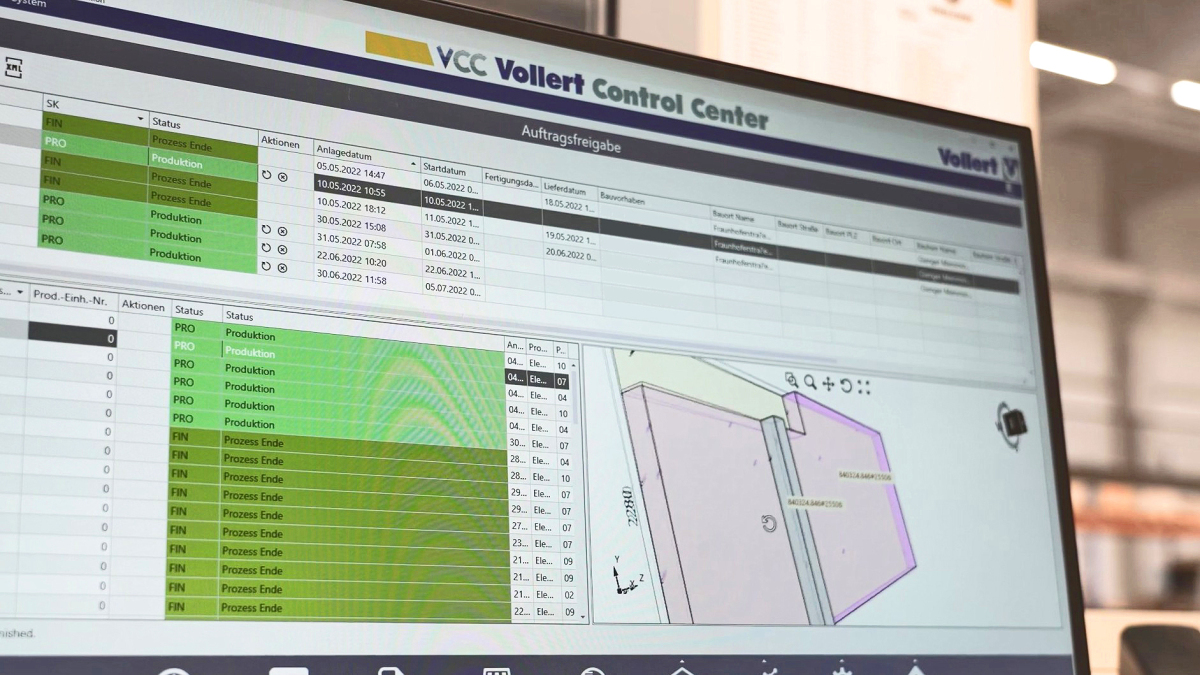 Figure: Vollert
Figure: Vollert
Ob Betonwaren für den Garten- und Landschaftsbau oder Wände, Binder und Stützen – das Traditionsunternehmen Unglehrt produziert seit über 100 Jahren hochwertige Betonteile. Um die Wettbewerbsfähigkeit weiter zu steigern, investierte man jetzt am Werksstandort Bad Grönenbach in eine Automatisierung der bestehenden Betonfertigteilproduktion.
Ob Betonwaren für den Garten- und Landschaftsbau oder Wände, Binder und Stützen – das Traditionsunternehmen Unglehrt produziert seit über 100 Jahren hochwertige Betonteile und ist zudem spezialisiert auf den schlüsselfertigen Gewerbe- und Industriebau. Um die Wettbewerbsfähigkeit weiter zu steigern und auch Antworten auf den zunehmenden Fachkräftemangel zu haben, investierte man jetzt am Werksstandort im bayerischen Bad Grönenbach in eine Automatisierung der bestehenden Betonfertigteilproduktion.
„Wir sind sehr vielseitig aufgestellt. Hier am Werkstandort Bad Grönenbach im Allgäu produzieren wir neben Betonwaren wie Pflastersteinen, Schachtringen und Winkelstützelementen auch Spannbetonbauteile wie konstruktive Stützen- und Binderelemente sowie Massiv- und Sandwichwände für unsere Bauprojekte. Dies reicht von modernen Büro- und Verwaltungsgebäuden bis zu multifunktionalen Logistikzentren“, schildert Roland Albrecht, Technischer Geschäftsführer bei Unglehrt. Dabei setzte man bisher vorwiegend auf stationäre Lösungen, verbunden mit einem hohen manuellen Arbeitsanteil.
„Die Bauindustrie und wir natürlich als Bauunternehmen stehen vor großen Herausforderungen, vor allem gesellschaftlichen Herausforderungen wie dem Klimawandel, der Schaffung nachhaltiger Bauprozesse und ressourcenschonender Herstellverfahren mit einem möglichst geringen CO2-Fussabdruck. Aber auch der Fachkräftemangel wird immer problematischer, auf dem Bau schon lange. Und insofern ist eine Automatisierung der Abläufe unabdingbar und Grundvoraussetzung, um wettbewerbsfähig zu bleiben“, so Roland Albrecht. Vor diesem Hintergrund entschied man sich Ende 2020, die Massiv- und Sandwichwandproduktion grundlegend zu modernisieren.
Bauen im Bestand als Herausforderung in der Anlagenkonzeption
„In den Diskussionen und Gesprächen in der Vorplanung wurden verschiedene Anlagenoptionen geprüft. Hierbei fiel die Entscheidung auf eine umlaufbasierte Wandfertigung mit teilautomatisierter Anlagentechnik“, schildert Markus Schenk, Projektleiter Vertrieb bei Vollert. Dabei wurde auch bestehende Maschinentechnik wie beim Betoniervorgang in der Anlagenkonzeption mitberücksichtigt und integriert. „Die besondere Herausforderung war zudem, dass wir in Bad Grönenbach in einem gewachsenen Anlagen- und Gebäudebestand bauen. Die neue Massiv- und Sandwichwandproduktion musste optimal in die zum Teil bestehende Infrastruktur sowie die vorzufindenden Transport- und Materialabläufe eingepasst werden“, erklärt Markus Schenk. „Es war sehr schnell klar, dass wir hier kein Konzept von der Stange erhalten werden. Wir brauchten einen erfahrenen Anlagenpartner, der auf diese individuelle Situation eingeht und den haben wir mit Vollert gefunden“, schildert Roland Albrecht.
Im November 2021 erfolgte nach einer halbjährigen Vorlaufphase der Spatenstich. Hinsichtlich des Anlagenlayouts und aufgrund der Tatsache, dass die verfügbare Grundfläche begrenzt war, wurde bereits in der Konzeptionsphase darauf geachtet, dass alle Maschinen später kompakt positioniert sind. „Unglehrt produziert vorwiegend Sonderbauteile und komplexe Wände. Für zeitintensive Tätigkeiten wie Einschal- und Bewehrungsarbeiten oder dem Einbringen von Einbauteilen wurden beispielsweise taktzeitunabhängige Ausschleusstationen vorgesehen, um Stillstands- oder Wartezeiten zu vermeiden“, schildert Schenk weiter. Hochpräzise Laser projizieren dabei die Kontur von Schalungsprofilen, Bewehrungs- und Einbauteilen direkt auf die Oberfläche.
Modernste Maschinentechnik kombiniert mit intelligenten Verladeprozessen
„Die neue Maschinentechnik wurde wie beschrieben optimal für die bestehenden Platzverhältnisse angepasst“, betont auch Projektleiter Roman Burau von Vollert. Die voll isolierte Vario Cure Härtekammer bildet hierbei das zentrale Herzstück. Jeweils zwei gegenüberliegende Regaltürme werden über ein mittig positioniertes, bodenfahrendes Vario Store Regalbediengerät für den Aushärtevorgang angefahren. Bis zu 32 frisch betonierte Wände bzw. Leerpaletten können hierbei ein- und ausgelagert werden. Für die weitere Veredelung der Oberfläche transportiert das Regalbediengerät nach einer ersten, kurzen Härtephase die Wand in den Finishingbereich, welcher sich direkt über dem zweiten Regalturm befindet. Ein Smart Smooth Flügelglätter verfährt dabei mittels einem Brückenfahrwerk in Quer- und Längsrichtung zwischen zwei unabhängig voneinander anfahrbaren Vorglättplätzen und bearbeitet jeweils die abgezogene Sichtbetonseite der Wand. Die Rotationsgeschwindigkeiten und die Flügelneigung sind variabel einstellbar. Ist die gewünschte Oberflächenbeschaffenheit erzielt, wird die Massivwand zum weiteren Aushärten in die Härtekammer zurückgelagert.
„Schalungsglatte Oberflächen werden im modernen Wohn- und Industriebau immer stärker nachgefragt. Basis hierfür ist ebenso eine optimale Verdichtung des Betons“, schildert Roland Albrecht. Für dies sorgt nach dem Betoniervorgang eine Smart Compact Schüttelstation. Die niederfrequente Schüttelbewegung wird durch vier Unwuchtantriebe erzeugt und dadurch der Beton verdichtet. Abhängig vom Gewicht werden die Unwuchten unterschiedlich synchronisiert. Dies ermöglicht eine optimale, kreisrunde Schüttelbewegung mit niedriger Geräuschentwicklung. Die gewünschte Verdichtungsenergie kann dabei exakt eingestellt werden. Anschließend wird die Oberfläche mittels einer fahrbaren Abziehvorrichtung abgezogen und geglättet. Der elektrisch heb- und senkbare Abziehbalken stützt sich dabei auf der Randschalung ab und übernimmt deren Höhe.
Effiziente Abläufe bestimmen ebenso die Verladetechnik. Das vertikale Abheben der Massivbeton- und Halbfertigteile übernimmt eine Vario Tilt Hochleistungs-Kippstation. Dies erfolgt bis zu einem maximalen Kippwinkel von 80°. Ein hydraulisch verfahrbarer Abstützbalken fährt gegen die Wand bzw. die feste Randschalung und verhindert so ein Verrutschen des Betonelements während des Kippvorgangs. Das Verladen erfolgt direkt auf die bereitgestellten Transportgestelle bzw. über einen Hallenkran in das Außenlager.
Produktionsleitsystem VCC als Gehirn
Entscheidend für eine maximale Anlagenproduktivität ist neben der Maschinentechnik auch das eingesetzte Produktions-Leitsystem. Das Vollert Control Center (VCC), aufgesetzt als Server Client-Installation, ist hierbei die zentrale Schnittstelle für die konstruktiv erstellten Daten aus dem CAD-System und der Maschinentechnik. Die Produktionswarteschlange für kommende Aufträge wird vorbereitet, Palettenbelegungen automatisch erstellt oder auch bereits vorbelegte Paletten vom CAD-System übernommen. Weiter werden sämtliche Maschinen und die Projektionslaser angesteuert, Daten automatisch verfolgt und aufbereitet, Aushärtezeiten verwaltet, Auslagerreihenfolgen erstellt und eine große Anzahl von Statistiken zur Verfügung gestellt.
„Es wird daher häufig auch als das Gehirn des modernen Betonfertigteilwerks bezeichnet“, so Matthias Zeiner, Projektleiter Automation bei Vollert. „Die Herausforderung bei Unglehrt war die hohe Kundenanforderungen an unser VCC bezüglich der Anbindung an die bestehenden Softwaresysteme. Wir bilden hier die vorhandenen bewährten Abläufe des Kunden ab und übermitteln zusätzlich die neu gewonnenen Daten der Palettenumlaufanlage zurück an das kundenseitige ERP-System.“ Über einen Remotezugang besteht zudem für Service- oder Supportfälle die Option, schnellen und direkten Zugriff zur Anlagensteuerung sowie dem Produktionsleitsystem zu haben, um notwendige Anpassungen vorzunehmen.
Installierte Großbildanzeigen in Verbindung mit dem VCC-Softwaremodul Smart View gewährleisten den Einstieg in die papierlose Produktion im Betonfertigteilwerk bei Unglehrt. Die Schalungspalette läuft in die Arbeitsstation ein und die VCC-Software versorgt die Anzeige mit der richtigen Produktionseinheit bzw. den relevanten Elementdaten. Somit kann jederzeit die passende 2D-Zeichnung eingesehen oder bedingt durch die Komplexität der zu fertigenden Wände direkt das 3D-Modell aus der Konstruktion betrachtet werden. Hierfür wird zusätzlich zu den CADCAM-Daten das Model aus dem CPIXML-Format präsentiert. Weiter besteht die Option, direkt das IFC-Model aus dem CAD-System zu laden.
Die Erfolgsgeschichte von Unglehrt fortgeschrieben
„Die Entscheidung zur Zusammenarbeit mit Vollert hat sich auch im Nachhinein als richtig erwiesen. Sie war sehr partnerschaftlich, lösungsorientiert und es war stets ein Miteinander“, führt Geschäftsführer Roland Albrecht ein erstes Zwischenfazit aus. „Seit Juni 2022 produzieren wir hier am Standort in Bad Grönenbach Massivwand- und Sandwichwandplatten mit der neuen Anlagenlinie. Die Einführung der neuen Technik ist zweifellos ein Meilenstein für uns. Die Denkweise hat sich komplett geändert, die Technik hat sich ebenfalls komplett geändert. Die Materiallogistik hat sich immens verbessert, ebenso die Arbeitsbedingungen. Die Wege insgesamt werden kürzer, wir können spezialisierte Arbeitsplätze einrichten.“
CONTACT
Vollert Anlagenbau GmbH
Stadtseestr. 12
74189 Weinsberg/Germany
+49 7134 52-0