Spannbetonschwellen für Thailands Bahnbau-Großprojekte
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
 Figure: Vollert Anlagenbau
Figure: Vollert Anlagenbau
In Thailand sind in den nächsten fünf Jahren gleich mehrere Bahnbau-Großprojekte geplant, um die Metropolen mit dem weniger gut ausgebauten ländlichen Raum zu vernetzen. Die Strabag-Gruppe wird hierfür insgesamt 1,73 Mio. Spannbetonschwellen für das Schienennetz liefern.
Thailand hat seit den 1970er Jahren einen rasanten wirtschaftlichen Boom durchlaufen. Dieser Weg wurde in einem sehr viel kürzeren Zeitraum durchschritten als beispielsweise in Taiwan oder Südkorea. Trotz der aktuellen politischen Instabilität und nur noch 5 % Wachstum setzt man weiter auf den Ausbau des Industriesektors, der neben dem Tourismus mit 45 % zum Bruttosozialprodukt beiträgt. Hierfür investiert man in den Infrastrukturausbau. Gleich mehrere Bahnbau-Großprojekte sind in den nächsten fünf Jahren geplant, um die Metropolen Thailands mit dem weniger gut ausgebauten ländlichen Raum zu vernetzen. Die Strabag-Gruppe wird einen wesentlichen Teil der Ausrüstung für das Schienennetz liefern.
Für die anstehenden Infrastrukturprojekte zum Ausbau des thailändischen Verkehrsnetzes liefert der weltweit tätige Baukonzern Strabag in den nächsten fünf Jahren insgesamt 1,73 Mio. Eisenbahnschwellen. Thailand setzt hierbei auf die Spannbetonschwelle, die zunehmend die Stahl- und Holzschwelle ersetzt. Das Material Beton ist langlebiger, wartungsärmer und umweltfreundlicher, da man auf Steinkohlenteeröl für die Imprägnierung verzichtet. „Um die hohen Ausbringungsmengen zu produzieren, haben wir uns für die Investition in ein hochmodernes Betonfertigteilwerk mit intelligenter Anlagen-Umlauftechnik und innovativen Maschinenlösungen entschieden, für das wir Mitte 2014 rund 50 km südöstlich von Bangkok den ersten Spatenstich gesetzt haben“, sagt Torsten Spangenberg, Head of Business Unit Railway Infrastructure bei Strabag. Für die Technologie und das Know-how vertraute man mit Vollert auf einen der weltweit führenden Anlagenspezialisten in der Spannbetonschwellenproduktion.
Hohe Automatisierung und intelligente Anlagenstruktur
Das moderne Anlagen-Umlaufsystem ist auf eine Kapazität von über 600.000 Spannbetonschwellen des Typs B70 jährlich ausgelegt. Das entspricht einem Ausstoß von über 2.000 Betonschwellen täglich. Bis zu 270 Formen befinden sich ständig im Umlaufsystem, was im Vergleich mit einer stationären Fertigung für deutlich effizientere Abläufe und damit für eine höhere Anlagenproduktivität sorgt.
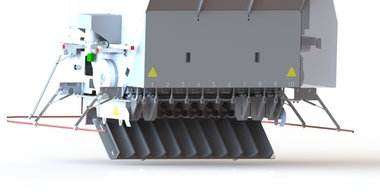
„Von der Dübelmontage über die Spann- und Entspannstationen bis hin zum Betonauftrag setzen wir im neuen Fertigteilwerk auf eine hohe Automatisierung. Wichtig ist es, alle Abläufe optimal aufeinander abzustimmen, sodass kein Leerlauf entsteht und die Maschinentechnologie reibungslos arbeitet“, sagt Steffen Schmitt, Executive Sales Director Asia bei Vollert, „dies beginnt schon bei der Arbeitsvorbereitung.“ Die Vierfach-Schwellenformen werden nach dem Entschalvorgang zunächst geölt und gereinigt, bevor die Dübel für die spätere Schienenbefestigung eingebracht werden. Um ergonomisch zu arbeiten, wird die Betonform vom Rollenförder- auf ein Kettenfördersystem umgesetzt. Somit ist der komplette Arbeitsbereich frei zugänglich. Für eine hohe Arbeitssicherheit sind in diesem Arbeitsbereich zudem Sicherheitstrittmatten installiert. Ein Bewehrungseinlege-Manipulator bringt anschließend die vorbereiteten Spanndrähte in die Betonform ein. Nachdem die Einzeldrähte manuell mit den montierten Spann- und Ankerbolzen in der Form befestigt worden sind, werden die Spannstähle teilautomatisiert mit einer Spannkraft von 460 kN vorgespannt. Die Paul-Schraubspannpresse überwacht den Anzugsmoment jedes Spanndrahtes permanent. Miteinander gekoppelte Hubshuttle heben anschließend die Vierfachform von der Rollenförderbahn auf die kombinierte Betonier-Rüttelstation. Der teilautomatisierte Betonverteiler verfährt über eine Brückenkonstruktion zwischen der Betonmischstation im Außenbereich und der Betonierlinie im Hallenbereich. Elektrisch angetriebene Austragsschnecken bringen hochpräzise den Beton in die mechanisch fixierte Form ein. Eine hochfrequente Rüttelstation sorgt für eine gleichmäßige Betonverdichtung.
1.600 Betonschwellen gleichzeitig im Aushärteprozess
Eine spezielle Abhebetraverse im Auslaufbereich der Betonierlinie stapelt anschließend bis zu acht Betonformen auf einem der bereitgestellten Querverfahrwagen. Über vordefinierte Taktzeiten verfahren diese schienengeführt auf parallel angeordneten Ofenlinien durch die verkleidete Wärmekammer. Bis zu 1.600 Betonschwellen befinden sich dabei gleichzeitig im Aushärteprozess. Im Ausgangsbereich zieht ein Kettenschieber nach etwa 13-stündiger Aushärtezeit immer jeweils einen Querverfahrwagen aus der Härtekammer. Über eine teilautomatisierte Entspannstation von Paul wird anschließend der Umspannprozess eingeleitet. Hierzu wird die Vorspannung in die Betonschwelle eingeleitet. „Ein Highlight ist sicherlich die brückengeführte Wendetraverse, die die entspannte Betonform in einen Auslaufbereich verfährt, um 180° dreht und auf die Rollenbahn absenkt, bevor über eine elektrische Hubvorrichtung der Ausschlagvorgang durchgeführt wird. Eine sehr effiziente und wirtschaftliche Lösung“, sagt Schmitt.
Nachhaltig hohes Qualitätsniveau erreicht
Die Eisenbahnschwellen werden komplett verlegefertig ausgeliefert. Dafür ist die gesamte Bewehrung eingebaut und gemäß den Normen vorgespannt. Auch die Schienenbefestigung ist fertig montiert. „Ein weiterer wichtiger Baustein für das hohe Qualitätsniveau, das wir erreichen wollten“, betont Spangenberg.
Neben diesem angestrebten Qualitätsniveau wurde durch den hohen Automatisierungsgrad vor allem bei der Maschinentechnik, im Umlauftransportsystem und einem intelligenten Managementverwaltungssystem auch die geforderte Ausstoßmenge erreicht, um das Fünfjahres-Auftragsplanvolumen zu erzielen. Der Zeitraum zwischen der Angebotserstellung und der ersten produzierten Eisenbahnschwelle betrug weniger als ein halbes Jahr.