Bibko
ComTec residual concrete recycling system for Amos

Albert Amos GmbH & Co. KG is a company with 80 years of tradition that is headquartered in Brackenheim, near Heilbronn in Germany. With a workforce of 160, Amos is active in the sectors of building construction and underground and road construction as well as project development and turn-key jobs. In addition, the company operates its own ready-mix concrete plant and delivers concrete in all grades. The vehicle fleet consists of three truck mixers and two concrete pumps.
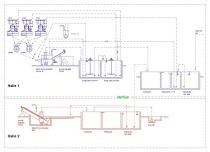
To solve the existing disposal problems posed by the residual concrete and the wash water in the Güglingen plant, the...