Optimized running time, less noise
 Figure: Wacker Neuson
Figure: Wacker Neuson
 Figure: Wacker Neuson
Figure: Wacker Neuson
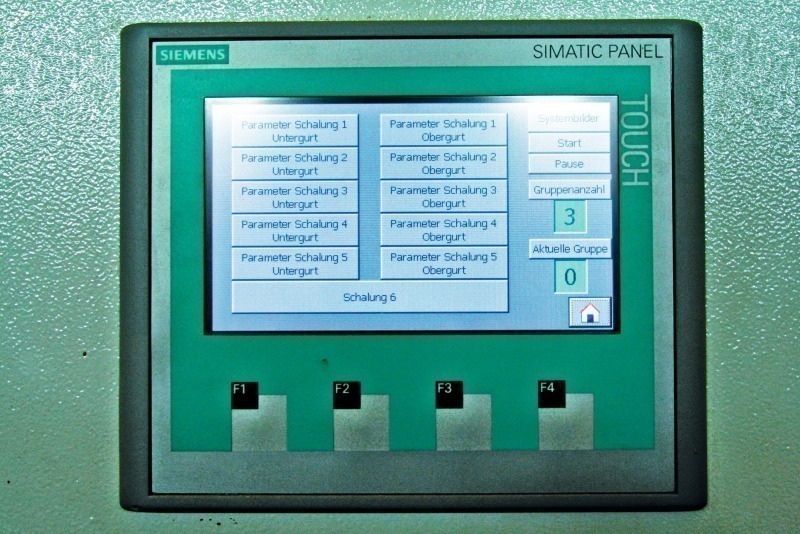 Figure: Wacker Neuson
Figure: Wacker Neuson
 Figure: Wacker Neuson
Figure: Wacker Neuson
 Figure: Wacker Neuson
Figure: Wacker Neuson
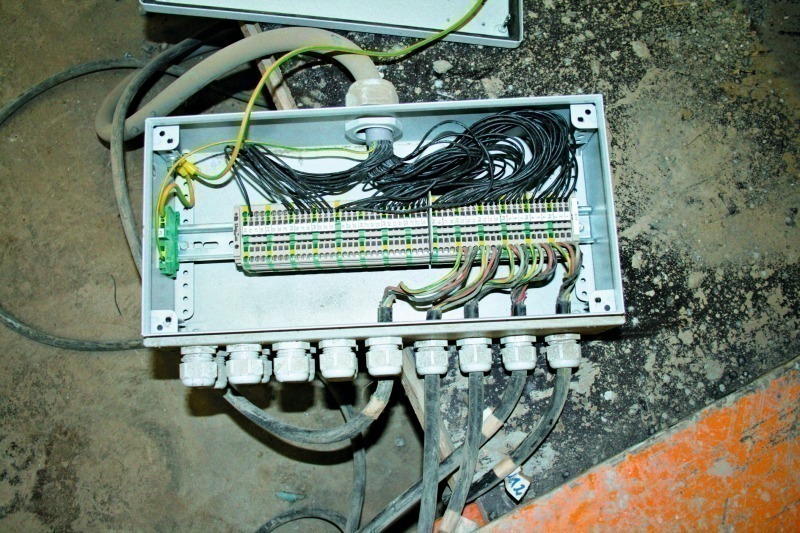 Figure: Wacker Neuson
Figure: Wacker Neuson
 Figure: Wacker Neuson
Figure: Wacker Neuson
The reduction of noise emissions in the precast concrete factory is becoming increasingly important. The construction company Hönninger has now optimized the production processes of their own precast concrete factory by using individually customized switching and automation technology of Wacker Neuson concrete solutions.
The reduction of noise emissions in the precast concrete factory is becoming increasingly important – it protects the health of employees and prevents contacts with residents. Through the clever use of customized switching and automation technology from Wacker Neuson concrete solutions, Emil Hönninger Construction has been able to optimize processes in their own precast concrete factory. The result: less noise and savings on cost.
Based in Kirchseeon in Bavaria, Dipl.-Ing. Emil Hönninger GmbH & Co. Bauunternehmung KG is active in the fields of building construction, refurbishment, and turnkey construction, and can look back on decades of experience. The well-equipped precast factory offers individual consulting and planning for precast solutions, design, manufacture, transport, and installation. Hönninger is always looking to optimize processes and implement innovations in order to remain competitive.
Change is always a challenge
Hönninger is therefore no stranger to sensible changes. Nevertheless, for every new project: When the company makes changes, everybody has to follow suit and adapt to new processes, new structures, new products, and new colleagues. It therefore makes sense to consider how a change should be introduced and implemented. “This is exactly what happened for the last project that we realized for the customer,” explains Dennis Hoos, Project Manager in technical sales at Wacker Neuson concrete solutions. “We have been successfully working with Hönninger for a long time. In this case, it was necessary to either plan a new facility for the production of prestressed concrete supports and columns or to remodel an existing facility to meet the new demands of the customer. That entailed combining and coordinating existing vibrators of other manufacturers with new equipment in order to create a functional whole. It was necessary to develop a fully automated control unit with optimized, preprogrammed vibrator periods and frequencies in order to reduce running times, costs, and noise emissions. Noise abatement plays a particularly important role for the company because there is a residential area in the immediate vicinity of the precast factory. With the help of the new control unit, it should also be possible to operate existing formwork and vibratory tables via a central control element.”
Automation - the right way
to reduce costs and noise
“In order to fully meet the needs of the customers, we first visited the existing facility and made an inventory. When consulting with the client, we then defined the requirements of the software for the fully automated control unit. We aimed to facilitate the work for the operator and simplify the previously complex process control, thereby making the application safer and more stable,” explains Hoos. For this purpose, a type FUE-M 31A frequency inverter was equipped with individually programmed software and touch panel operation. The system can thus be selected in accordance with the current vibrator occupancy. In addition, all required vibrators can be activated for a defined period of time via the touch panel. In practice, it looks like this: The employees only need to select a pre-programmed “cycle”. All relevant external vibrators will be switched on automatically. If necessary – for example, when the concrete is not sufficiently compacted after a short running time of approx. 30–60 s – the cycle can be restarted via remote control. The advantage: The formwork is always operated with the optimum, pre-set parameters. This ensures quality and saves both time and money.
The vibrators run only when it is necessary. This is especially important because of the goal to reduce noise substantially for residents and employees. Hönninger employees appreciate the new technology, and the residents appreciate the considerable decrease in noise pollution.
Another benefit: reduced maintenance
“With a facility this size, it is expensive to replace individual vibrators. We have therefore also mounted terminal boxes under the formwork of 14 external vibrators. These are then connected to the inverter via a single multi-pole cable,” adds Hoos. “This facilitates the replacement of defective external vibrators because only the cable from the vibrator to the terminal box has to be removed and is it not necessary to relay large lengths of cable.” The result is a functional, efficient, and easy-to-use system, which was customized to customer requirements.
Andreas Beyer, director of the precast factory, also agrees that this has proven itself in practice. “We are quite pleased with the new facility, and it has been well received by our employees. We now use this type of control for all our electronic external vibrators that are connected to a frequency inverter.”




