Influence of clinker-reduced cements on the mix design and manufacturing process in the concrete block industry
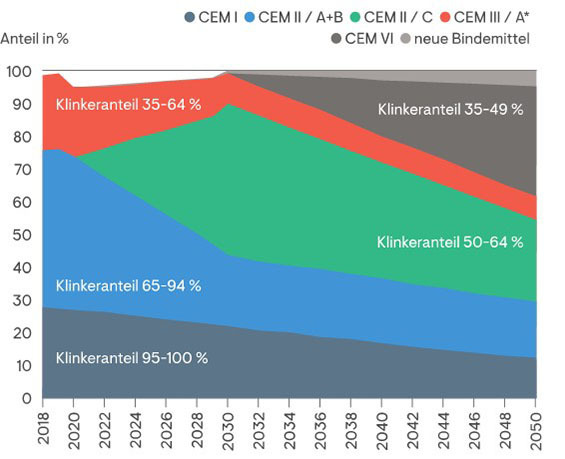

Concrete became the most commonly used building material in the world due to its versatility, its moldability, its load-bearing capacity and its durability. Correspondingly, special emphasis is also placed on the environmental impacts caused by the production and use of concrete. With the CO2 roadmap, the German cement industry has expanded its targets far beyond what has already been achieved. According to this, conventional minimum measures can succeed in reducing the CO2 emissions by 36 % by 2050 compared to 2019 and by 50 % compared to 1990. The conventional minimum measures include the need to establish additional clinker-efficient cements, for example, CEM II/C cements and CEM VI cements. The cements only have a minimum clinker content of 50 % and 35 %, respectively. In 2030, the share of CEM II/C cements shall amount to about 45 % of the domestic shipments. By 2050 at the latest, the share of CEM II/C and CEM VI cement shall increase to about 60 % of the domestic shipments (Fig. 1). The field of concrete products was addressed with regard to the range of application of cement as well. In the production of concrete products, it is often differentiated between core concrete (“load-bearing” component) and face concrete. It is assumed that portions of the concrete can be manufactured with CEM II/C cement. In a climate neutrality scenario, both face concrete and core concrete will be manufactured each with 30 % of CEM II/C cement in 2030; in 2050, 50 % of such cements will be used for the manufacture of face concrete and 100 % for core concrete, respectively. There has as yet been no evidence to what extent the goals, thus formulated, can be implemented in the production practice, in particular, of (two-layered) concrete paving blocks. In this regard, achieving a corresponding freeze-thaw and deicing salt resistance is of particular importance.