Anlagenerweiterung bei PT. Rekagunatek Persada erfolgreich in Betrieb genommen
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
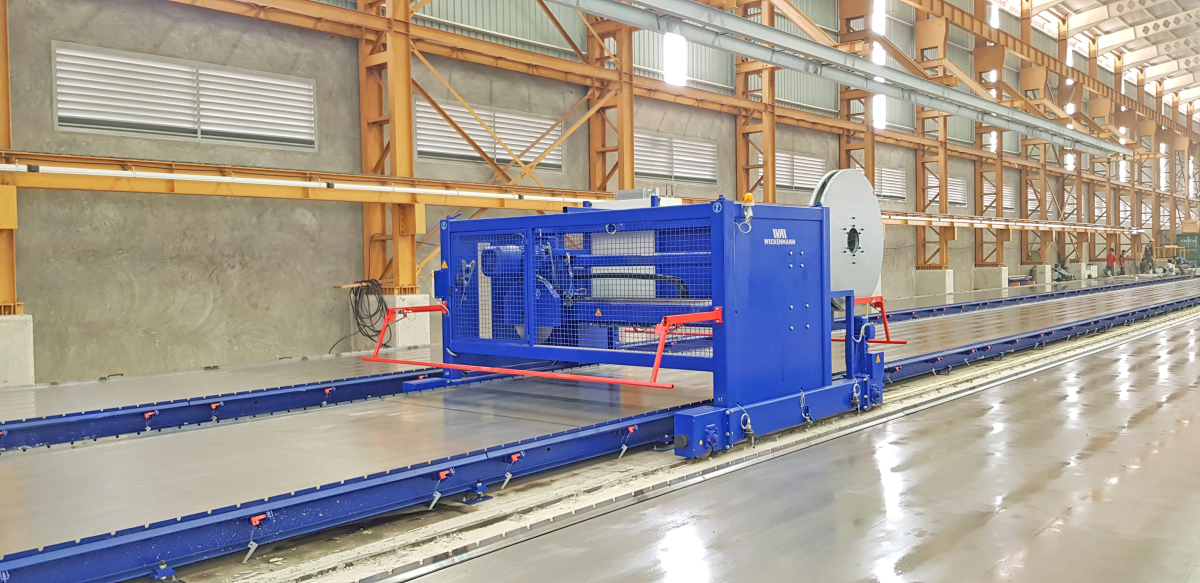 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
 Figure: Weckenmann Anlagentechnik
Figure: Weckenmann Anlagentechnik
Nach erfolgreicher Installation einer Zentralschiebebühnen-Palettenumlaufanlage im Jahr 2017 hat die indonesische PT. Rekagunatek Persada im Sommer 2018 die ebenfalls von Weckenmann gelieferte nächste Ausbaustufe, eine Anlage zur Herstellung von vorgespannten Massivdecken, in Betrieb genommen.
Die in Jakarta ansässige Firma PT. Rekagunatek Persada, ein Tochterunternehmen der Indopora PT. Indonesia Pondasi Raya, hat im Jahr 2017 eine Zentralschiebebühnen-Palettenumlaufanlage der Weckenmann Anlagentechnik GmbH & Co. KG zur Herstellung von Wand- und Fassadenelementen in Betrieb genommen. Der Masterplan des Ausbaus der neuerrichteten Produktionsstätte sah als weiteren Ausbauschritt den Bau einer weiteren Produktionsanlage zur Herstellung von vorgespannten Deckenelementen vor.
Die Wahl des Planungspartners und Anlagenlieferanten fiel wiederum auf die Weckenmann Anlagentechnik GmbH & Co. KG, einen der international führenden Anlagenlieferanten im Bereich der Betonfertigteilherstellung, welcher in Indonesien durch PT Melindo Dipta, ein Unternehmen der Melchers-Gruppe, vertreten wird. Gemeinsam mit dem Kunden plante Weckenmann die nächste Ausbaustufe, eine Anlage zur Herstellung von vorgespannten Massiv-
decken. Es entstand ein stationäres Produktionskonzept aus insgesamt sechs Fertigungsbahnen von je 120 m Länge. Im Sommer 2018 konnte der zweite Bauabschnitt der Fertigungsstätte in Betrieb genommen werden.
Dieser besteht aus den folgenden Einzelkomponenten:
sechs Fertigungsbahnen mit einer Länge von je 120 m mit Vorspanneinrichtungen,
zwei Halbportal-Betonverteiler,
zwei Magazinwagen,
ein Ausfahrwagen,
eine zentrale Kübelbahnanlage,
eine Reinigungs- und Einsprühanlage,
eine Sägeanlage für Spanndrähte und
ein komplettes Schalungssystem für drei verschiedene Fertigungshöhen.
Die neue Deckenfertigungsanlage eröffnet die technischen Möglichkeiten zur Herstellung von vorgespannten Massivdecken mit einer Fertigungsbreite von maximal 2.400 mm. Die Fertigungsbahnen bieten die Möglichkeit für die Herstellung von Sichtbeton-Oberflächenqualität. Die Schalungsoberflächen sind von präziser Ebenheit und maschinell feingeschliffen.
Abschal-/Schalungssystem
Aufgrund der Belastbarkeit der Fertigungsbahnen von 500 kg/m² können Betonfertigteile von bis zu 200 mm Elementdicke gefertigt werden. Die Elementstärken wurden vorerst auf die Maße 65 mm, 80 mm und 120 mm festgelegt. Hierfür wurde das Abschalsystem ausgelegt. Die Seitenschalungen der Fertigungsbahnen sind aufgrund der Vorspannung und für ein leichtes Entschalen der Elemente abklappbar. Außerdem lassen sie sich für einen schnellen Wechsel der Produktionsstärke oder der Vergussfugenkontur auswechseln. Hier wurde ein ergonomisch leicht zu handhabendes neues Schalungssystem entwickelt, welches die Möglichkeit bietet, mit einer Schnellwechselvorrichtung die jeweiligen Seitenschalungsschilder schnell gegen eine andere Ausführung auszutauschen.
Bewährte Spanntechnik
Die Vorspanneinrichtung für die Spannung der Spannlitzen besteht aus beidseitigen – jeweils an den Stirnseiten der Fertigungsbahnen in das Gebäudefundament inte-
grierten – Spannwiderlagern mit hydraulischen Entspannzylindern auf beiden Seiten der Fertigungsbahnen. Die Vorspanneinrichtung ist für eine maximale Vorspannkraft von 2.000 kN ausgelegt. Die Spanndrahtcoils werden in Litzenhaspeln für die Verarbeitung bereitgestellt. Über Umlenkrollen werden die Litzen an der Reinigungs- und Einölmaschine an einer dafür vorgesehenen Zugleiste befestigt, von dieser Maschine gemeinsam pro Decken-
element über die gesamte Fertigungsbahnlänge ausgezogen und auf der Fertigungsbahn abgelegt.
Eine Einzeldrahtspannpresse spannt die Litzen jeweils einzeln auf die erforderliche Kraft vor; die Litzenabstände ergeben sich aus dem individuell eingebrachten Bohrungsraster der Querlochplatten der Spanneinrichtung an beiden Seiten der Fertigungsbahn. Die nach der Betonerhärtung folgende Entspannung der Spannlitzen erfolgt hydraulisch von beiden Seiten symmetrisch über die Entspannzylinder der Vorspanneinrichtung.
Schalungssysteme
Für die Abschalung der vorgespannten Deckenelemente wurde das Schalungssystem X-Uni-S ausgewählt, da sich dieses System für die vorhandene überstehende Querbewehrung bei unterschiedlichen Elementstärken sehr gut eignet. Die Längsabschalungsprofile werden über Magnetboxen fixiert, welche mittels Adapter und Bajonettverschlüssen schnell befestigt werden können. Die Querabschalungen sind für die durchgängigen Spannlitzen geschlitzt und werden über die Spannlitzen gestülpt. Für die Entspannung der Teile sind die Querabschaler federnd ausgelegt, damit diese den Entspannungsdruck aufnehmen können.
Nach dem Aushärten werden diese mittels Spezialtraverse über den Magazinwagen entschalt. Für das Schalungshandling und die Zwischenlagerung der Schalungsprofile sind zwei Magazinwagen vorhanden, welche über die parallel zu den Fertigungsbahnen verlegten Bodenschienen verfahren, die mit Magazinen ausgerüstet sind. Für das Handling ist jeweils ein auf dem Magazinwagen installierter Handlingkran vorhanden, welcher das Entschalen und das Einschalen erleichtert und beschleunigt.
Betonverteilung
Das Betonieren der sechs Fertigungsbahnen erfolgt durch zwei Halbportal-Betonverteiler, welche jeweils drei Fertigungsbahnen überspannen. Die Betonverteilerkübel sind quer über alle drei Fertigungsbahnen verfahrbar. Die Behältereinheiten fassen jeweils 3,0 m³ Beton und dosieren auf einer Breite von 1.200 mm über einzelne Schieber den Beton zielgenau und in der richtigen Menge.
Variables Betondosierkonzept mit Hubwerken
Für die optionale Fertigung von vorgespannten Stabteilen auf den Fertigungsbahnen sind die Austragsbehälter um 90° drehbar. Hierdurch wird aus dem flächigen Austrag der Betonverteiler ein linienförmiger, für Stabteile passender Austrag. Hubwerke mit einem Hub von 1 m ermöglichen die Höhenverstellbarkeit der Austragsbehälter, was aufgrund des Schalungsaufbaus bei der Stabteilfertigung erforderlich wird. So können z. B. vorgespannte Rammpfähle oder stabförmige Spundwandelemente auf den Fertigungsbahnen hergestellt werden. Die beiden Betonverteiler verarbeiten pro Schicht bis zu 180 m³ Frischbeton.
Im Zuge der Ausbringung des Betons wird die Betonoberfläche durch die Betonverteiler mittels höhenverstellbarer vibrierender Abziehbalken abgezogen. Die Verdichtung erfolgt zeitgleich mit dem Betonaustrag über die ebenfalls auf den Betonverteilern installierten Verdichtungsanlagen mittels sieben hochfrequenter und hydraulisch in den Beton eintauchbarer Innenrüttler mit variabler Frequenzverstellung. Die Betonverteiler werden vollständig über eine Funkfernsteuerung bedient.
Betonversorgung über Kübelbahn
Die Mischanlage versorgt die Betonverteiler kontinuierlich über das installierte zentrale Kübelbahnsystem mit zwei Kübelbahnen. Mit einem Fassungsvermögen von je 2 m³ Beton pendeln die beiden Kübelbahnen zwischen der Mischanlage und den Betonverteilern. Über eine Nachlaufsteuerung verfolgt die Kübelbahn die Betonverteiler, sodass der Beton mit minimalem Zeitverlust übergeben werden kann. Die Betonanforderung wird vom Bediener des jeweiligen Betonverteilers ausgelöst. Die Steuerung der Kübelbahnanlage verfügt über einen Signalaustausch zur Mischanlage, der eine zeitlich optimal gesteuerte Betonbereitstellung ermöglicht. Zur Vorbereitung für das Abheben der Deckenelemente werden die Spannlitzen maschinell mittels einer Spannlitzensäge getrennt. Die entlang der Fertigungsbahnen verfahrbare Sägeeinheit mit einem achsgesteuerten schnelllaufenden Trennsägeblatt ermöglicht einen sauberen und schnellen Trennvorgang.
Die fertigen Elemente werden nach dem Abheben entlang der Fertigungsbahnen auf Streifenfundamenten gestapelt, um im Anschluss auf den Lagerplatz verbracht zu werden. Die Deckenstapel werden von einem schienengebundenen Ausfahrwagen unterfahren, welcher mittels Hubwerk bis zu 30 t schwere Deckenstapel heben und zum Lagerplatz transportieren kann. Die Krananlagen in der Produktionshalle werden durch dieses Transportkonzept entlastet, da zur Stapelbildung durch die Krane nur kurze Wege zurückzulegen sind.
Zusammenfassung
Eine Anlage mit einer Fertigungskapazität von bis zu 1.400 m² vorgespannten Massivdecken pro Schicht ist hier entstanden, welche mit einem ausgeklügelten Schalungskonzept sowie einer fortschrittlichen Produktionslogistik aufwarten kann. Die Konzeption der maschinellen Ausrüstung bietet Möglichkeiten für die Erweiterung des Produktionssortiments in Richtung Stabteilfertigung. Auf eine komplette Produktionsautomatisierung wurde bewusst verzichtet. Der Schwerpunkt liegt auf einer hohen Produktqualität, verbunden mit einer fortschrittlichen Produktionsmechanisierung.
Die Produktionsergonomie sowie eine hohe Betriebssicherheit liegen ebenfalls im Fokus und tragen zur Wirtschaftlichkeit der Anlageninvestition durch die Firma PT. Rekagunatek Persada bei.
CONTACT
Weckenmann Anlagentechnik
GmbH & Co. KG
Birkenstraße 1
72358 Dormettingen/Germany
+49 7427 94930