Vandersanden eröffnet Pirrouet-Produktionsstätte am Standort Lanklaar mit neuer Steinpresse von Rekers (Teil 2)
 Figure: Rotho
Figure: Rotho
 Figure: Rotho
Figure: Rotho
 Figure: Rekers
Figure: Rekers
 Figure: Rekers
Figure: Rekers
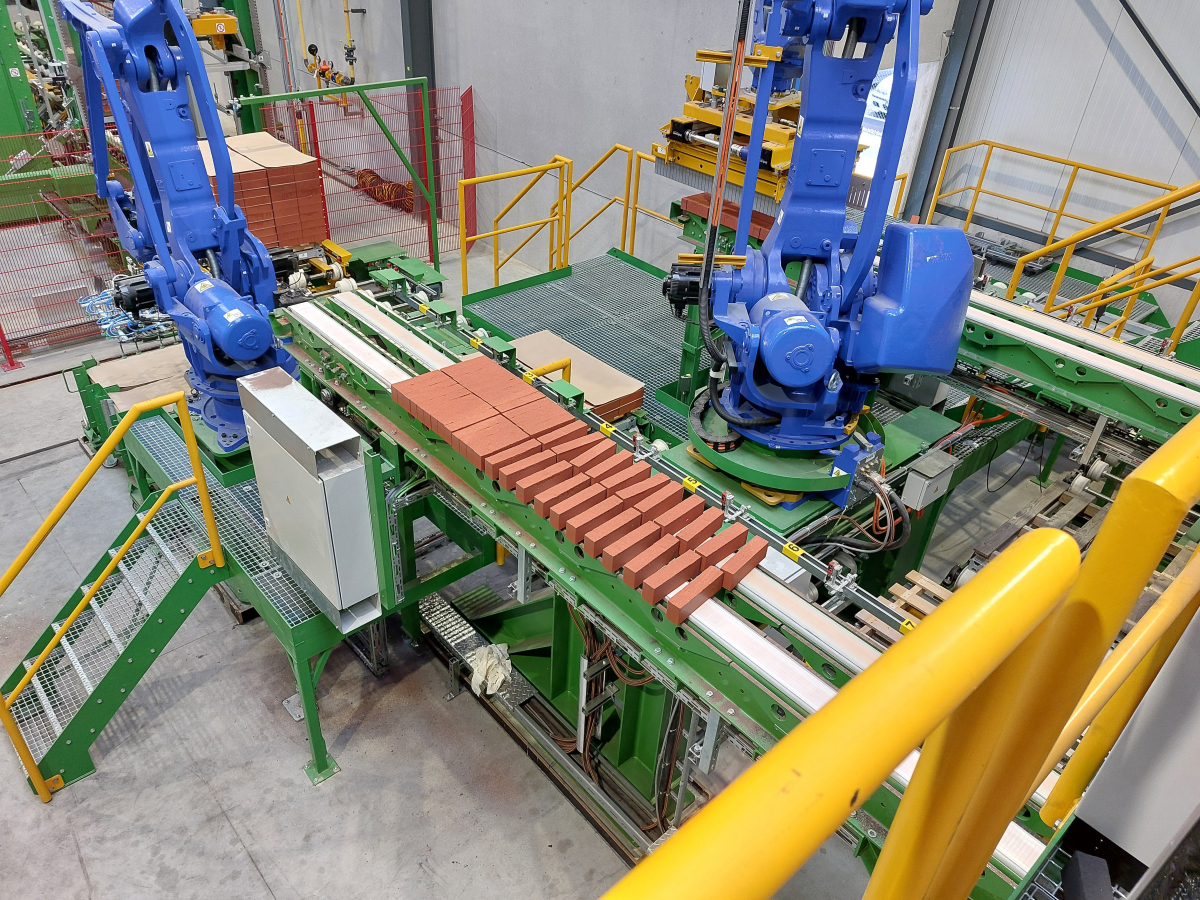 Figure: Rekers
Figure: Rekers
 Figure: MCT
Figure: MCT
 Figure: MCT
Figure: MCT
 Figure: BFT
Figure: BFT
Mit einem Investitionsvolumen von 32,5 Mio. Euro hat die Vandersanden Group im belgischen Lanklaar ein neues Werk zur Produktion von Pirrouet-Fassadensteinen errichtet. Das Herzstück der Pilotanlage stellt die neuartige Steinpresse RSP-500 der Rekers GmbH Maschinen- und Anlagenbau aus Spelle dar. Teil 1 des Artikels erschien bereits in BFT 12/2024; lesen Sie hier Teil 2.
Die Beauftragung von Rotho zum Bau der CO2-Härtekammern geschah ebenfalls vor dem Hintergrund, dass Rotho sowohl ein Spezialist für die Erhärtung von Betonwaren ist als auch für die Trocknung von keramischen Produkten wie Dach- und Mauerziegeln ist. Denn Kenntnisse aus beiden Fachdisziplinen werden benötigt, um die Pirrouet-Fassadensteine im höchsten Maße karbonatisieren zu können. Dieser Zusammenhang erklärt sich aus dem Sachverhalt, dass das Kohlendioxid in das Produkt eindiffundieren muss, damit es mit den mineralischen Rückständen reagieren kann. Dazu muss jedoch auch ein Teil des Anmachwassers verdampft und Kapillare geschaffen werden, um das Kohlendioxid in das Innere des Produkts zu transportieren. Bedenkt man zudem, dass Kohlendioxid in höheren Konzentrationen schädlich bis tödlich für den menschlichen Organismus sein kann, können hieraus Anforderungen abgeleitet werden, die für eine qualitätsgerechte Kohlendioxid-Erhärtung wichtig sind:
1 Kohlendioxid Versorgung:
Die CO2-Versorgung ist das zentrale Element beim Karbonatisieren der Pirrouet-Fassadensteine. Dabei stellt die präzise Dosierung des Kohlendioxids eine entscheidende Größe für die Realisierung eines stabilen Prozesses dar. Denn ein geschlossener Prozess reagiert auf zu viel und zu wenig CO2 durch schnelle und hohe Druckschwankungen, die u. U. wiederum Sicherheitsketten auslösen und zu einem schwer beherrschbaren Prozess führen können. Dabei gelang es, eine CO2-Reglung zu realisieren, die fast automatisch dem Prozess die jeweils benötige Menge an Kohlendioxid zur Verfügung stellt.
2 Belüftungssystem:
Der Belüftungstechnik kommt eine hohe Bedeutung zu, denn durch sie wird sichergestellt, dass alle Produkte ausreichend mit Kohlendioxid versorgt werden. Ohne ausreichend CO2 erreichen die Produkte nicht die erforderliche Festigkeit und könnten so im Einsatz versagen. Entscheidend für eine gleichbleibende Produktqualität ist die gleichmäßige Versorgung aller Produkte in den Kammern mit Kohlendioxid. Erreicht wurde dies mit speziell ausgeprägten Düsenwänden, die über die gesamte Kammertiefe und -höhe die Gleichbehandlung aller Pirrouet-Fassadensteine sicherstellen.
3 Geschlossener Karbonatisierungsprozess:
Eine konvektive Trocknung geschieht normalerweise in einem offenen Prozess, indem warme, trockene Luft in und kältere, feuchte Luft wieder aus dem Prozess nach außen abgeblasen wird. Aufgrund der hohen CO2-Konzentrationen würde jedoch mit der Feuchtigkeit auch ein signifikanter Anteil des Kohlendioxids wieder in die Atmosphäre gelangen. Da beide Phänomene unerwünscht sind, muss folglich die Karbonatisierung in einem geschlossenen Prozess erfolgen. Die Klimakammer kann über entsprechende, in der Prozesssteuerung hinterlegte Aushärteprogramme zeitgesteuert werden.
4 Baukörper und Türdichtung:
Die Einhaltung nationaler Normen für zulässige Konzentrationen in Arbeitsstätten erfordert eine hohe Dichtigkeit des Baukörpers als auch der lufttechnischen Einrichtungen. Rotho verwendet für das Pro Carbon Cure-System den selbst entwickelten und patentierten Baukörper Typ Quatro. Durch ein selbsttragendes System aus Blech-Wandschalen, die untereinander abgedichtet werden, entsteht ein Baukörper, der die höchste Dichtigkeitsklasse nach DIN EN 1507 erreicht. Ein wesentlicher Vorteil besteht unter anderem auch darin, dass Anschlusselemente wie Rohrleitungen, Flansche, Messstutzen fest und dicht in die Wandschalen eingeschweißt sind. Eine solche Dichtheit lässt sich mit herkömmlichen Sandwich-Paneelen einfach nicht erreichen.
5 Sicherheitseinrichtungen:
Die gesundheitsschädigende Wirkung von Kohlendioxid auf den menschlichen Organismus erforderte im Vorfeld ein HAZOP Analyse. Bei der Analyse werden sowohl Gefahren als auch die Betriebsfähigkeit der Anlage systematisch untersucht, um eine hohe Sicherheit für Personal, Ausrüstung, Umwelt und Funktionsfähigkeit zu erreichen. Ausgehend von dieser Risikoanalyse entwickelte Rotho Sicherheitseinrichtungen, wie z. B. eine Leckage-Messeinrichtung, um die Dichtigkeit dauerhaft zu überwachen, mehrstufige Drucküberwachung, Sicherheitsventile in SIL-Ausführung, etc. Die Realisierung einer sicheren Anlage war ein zentraler Fokus aller Projektbeteiligten.
6 Steuer- und Regelungstechnik:
Ein nicht zu unterschätzender Einfluss auf die erfolgreiche Inbetriebnahme der Pro Carbon Cure-Kammern ist die Koordination von allen vor- und nachgeschalteten Anlagen, wie die CO2-Versorgung, die CO2-Überwachung in der Härtehalle und den Ventilationssystemen. Alle diese Signale werden von der Rotho-Steuerung als zentrales Managementsystem verwaltet und zu einem sicheren und zuverlässigen Prozess verarbeitet.
Rotho leistet mit der Pro Carbon Cure-Technologie zum Karbonatisieren der Pirrouet-Fassadensteine – der ersten Fassadensteine mit negativem CO2-Fußabdruck – einen wichtigen Beitrag zur Speicherung großer Mengen von Kohlendioxid.
Entladegerät inkl. Verschiebewagen
(Palettenpuffer)
Das Entladegerät arbeitet analog zum Beladegerät. Ebenfalls ist die Trockenseite mit einem Doppelregalgestell auf dem Verschiebewagen ausgestattet zur Zwischenpufferung der ausgehärteten Produkte. So kann der Gabelwagen ausgehärtete Produkte aufgeben, während das Entladegerät auf dem anderen Gestell die Produkte entnimmt. Nachdem das erste Gestell geleert wurde, verschiebt sich der Wagen, sodass das Entladegerät unverzüglich die Produkte an die Trockenseite weiter abgeben kann. Dies ist die smarte und kostengünstige Ausführung einer Pufferung im Vergleich zur konventionellen Ausführung mittels zusätzlichem Palettenbevorrater oder etwa einer zweiten (Doppel-) Senkleiter.
Trockenseite auf zwei Ebenen
Eine weitere Neuheit besteht in dem Aufbau der Trockenseite auf zwei Ebenen. Dem Entladegerät ist ein Palettenförderer in Form eines Keilriemenförderers angeschlossen, von wo aus die Paletten mit den ausgehärteten Produkten auf einem weiteren Keilriemenförderer quergefördert werden. Auf dieser Förderstrecke ist zudem ein Produktzusammenschieber installiert, der die Produkte von der Palette löst und der Taktzeiteinsparung dient. Mithilfe einer Hubleiter werden die Paletten auf eine zweite Ebene gehoben, die sich auf 2.500 mm Höhe befindet. Hinter der Hubleiter ist darüber hinaus eine Ausschleusung für Laborsteine realisiert worden, sodass ausgehärtete Produkte zu Laborarbeiten entnommen werden können.
Auf der zweiten Ebene transportiert ein Aushubförderer die Paletten in Richtung zweier hintereinander angeordneter Produktübersetzer. Diese beiden Produktübersetzer greifen jeweils zwei Reihen zusammengeschobener Produkte und setzen diese auf zwei parallel zueinander aufgebauten Produktförderer über, die ebenfalls auf 2.500 mm Höhe installiert sind.
Durch diese zwei parallel zueinander ausgerichteten Produktförderer wird der Vorteil geschaffen, dass die unterschiedlichen Produkte individuell einer Nachbearbeitungslinie zugeführt werden können. Später im Paketierprozess ist es möglich, die Produkte beider Produktförderstrecken wieder zu kombinieren und zusammenzuführen, wodurch ein tieferer Individualisierungsgrad und höhere Flexibilität geschaffen werden. Darüber hinaus werden durch die Spezialausführung einer zweiten Ebene im Bereich der Produktförderer freie Laufwege geschaffen, sodass bspw. Wege vom Bediener- zum Laborraum fußläufig auf direkter Strecke schnell zu bewältigen sind. Für alle Produkt-Handlingsmaschinen auf der Trockenseite werden die gleichen Bauteile eingesetzt, was die Ersatzteilhaltung vereinfacht und eine effiziente Wartung und Reparatur fördert.
Ergonomische Produktinspektion
Trotz beengter Platzverhältnisse in der Anlage, bedingt durch das stark gestiegene Liefervolumen im Projektverlauf, legten alle Beteiligten großen Wert darauf, ausreichend Platz und ergonomische Plattformen für eine effektive Produktprüfung und Systemüberwachung bereitzustellen.
Für die manuelle Produktkontrolle bieten die Produktförderer ausreichend Freiraum an der angeschlossenen Roboterpaketierung. Viele Übergänge und groß dimensionierte Wartungsplattformen helfen dabei, alle Zugangsmöglichkeiten zu wahren, sodass kurze Wege im Anlagenbereich noch immer sicher zu bestreiten sind.
Roboterpaketierung
Der eingesetzte Paketierroboter bildet zwei Halbpakete, die aus Fassadensteinen beider Produktförderer zusammengesetzt werden. Das bedeutet, dass die Steinpakete mit Ecksteinen und normalen Steinen konfiguriert sind. Dazu greift der Roboter eine Steinlage und setzt diese auf Versandpaletten, die zuvor mithilfe eines weiteren Roboters vereinzelt und auf einen Rostumlauf platziert wurden. Ein dritter Roboter mit Vakuumeinheit sorgt für das Auflegen von Zwischenfolien zwischen den einzelnen Steinlagen. Die Vorteile einer Roboterpaketierung liegen vor allem in der hohen Flexibilität und Individualisierung einzelner Steinpakete. Darüber hinaus können die Paketierroboter platzsparend und wartungsarm installiert werden und sind über ausreichend Wartungsbühnen und Übergänge sehr gut zugänglich.
Rostumlauf und Verpackungsmaschinen
Nachdem die Produktpakete geformt wurden, werden die einzelnen Halbpakete mittels eines Paketförderers mit vielen frequenzgesteuerten Antriebssegmenten durch die Verpackungsmaschinen gefördert. Die Halbpakete durchlaufen eine Vertikalumreifung und einen Schrumpfhaubenautomat, bevor sie zusammengefügt ein ganzes Paket bilden. Das ganze Paket durchläuft danach eine zweite Vertikalumreifung. Zudem ist eine Echtzeit-Etikettierung im Durchlauf installiert, die seitlich an dem Paket alle relevanten Daten zu dem Produkt am Paket anbringt. Die Lagerkapazität im Außenbereich des Paketförderers, der in Form eines Rostumlaufes realisiert wurde, beträgt 10 Pakete.
Anlagensicherheit
Die Anlagensicherheit erfüllt neueste Standards, indem ein IO-Check, eine Sicherheitsmatrix und ein Schlüsseltransfersystem bei Reinigungs- und Wartungsarbeiten zum Einsatz kommen, um die Stromlosschaltung der einzelnen Sicherheitsbereiche zu gewährleisten. Die einzelnen Sicherheitsbereiche sind von Sicherheitszäunen eingefasst und werden mit Lichtschranken und -gittern in den Inspektionsbereichen der Produkte erweitert.
Eine hervorragende Zugänglichkeit der einzelnen Anlagenteile und Sicherheitsbereiche ist über gut zu erreichende Wartungsbühnen und großzügig dimensionierte Zugangstore realisierbar.
Rekers-Steuerung inklusive Produktverfolgung 4.0 – Neue Wege im Bereich der Datenerfassung und Verarbeitung
Die Vorteile der Rekers-Steuerung für die Produktionsanlage bestehen in einer einfachen und intuitiven Bedienung der Gesamtanlage, inkl. Datenbank u. a. für die Benutzerverwaltung, die Produkt-/Bauteilverwaltung, die Rezept- und Komponentenverwaltung, die Chargenprotokollierung aller Mischungen und vieles weitere.
Darüber hinaus erlaubt das einheitliche Bedienkonzept mit gleichartiger Elektrik, Elektronik, Programmierung und Visualisierung eine einfache und intuitive Bedienung der Anlage.
Die Datenerhebung und -erfassung im Bereich der Fertigung ist ein stetig wachsendes Thema für die Maschinenhersteller, aber auch für die Produzenten. Deshalb ist eine Anbindung der Steuerung an das bestehende ERP-System (Enterprice Resource Planning) von Vandersanden integriert worden, wodurch die Planung und Verwaltung betrieblicher Produktionsfaktoren optimiert werden. Zudem sind die ausgewerteten Daten über Codes auf der Etikettierung nachvollziehbar. Somit ist Vandersanden auch im Sinne der Nachvollziehbarkeit anderen Werken einen großen Schritt voraus.
Vereinfachte Ersatzteileinsicht dank Online-Zugang
Auch für die Ersatzteilabfrage und -lagerung ist Vandersanden mit dem personalisierten Online-Zugang von Rekers bestens gerüstet. Online können alle Maschinen als 3D-Objekt betrachtet werden, um die richtigen Bauteile auszuwählen. Außerdem kann die Gesamtanzahl der verbauten Einzelteile schnell und unkompliziert ermittelt werden, um die Ersatzteilhaltung zu vereinfachen. Der Online-Zugriff bietet auch die Möglichkeit, die Dokumentation einzusehen und die Wartungsintervalle pro Maschinenkomponente sowie für die Gesamtanlage zu verfolgen.
Pilotanlage setzt Ausrufezeichen
Die Pilotanlage rund um die Steinpresse ist nicht nur ein zukunftsorientiertes Investment, sondern auch ein Meilenstein auf dem Weg in Richtung nachhaltiger und klimafreundlicher Produktionsprozesse in der Fassadensteinfertigung.
Dank innovativer Verfahrenstechniken ist es möglich, Fassadensteine zu produzieren, die zeitgleich Energiesparpotenziale ausschöpfen und CO2 aus der Atmosphäre binden. Angefangen bei der Versorgung der Produktionsstätte mit ökologisch grünem Strom aus unternehmenseigenen Photovoltaik- und Windkraftanlagen verfolgt Vandersanden ein ganzheitliches Nachhaltigkeitskonzept. Fortgeführt wird dies durch die Produktion von Fassadensteinen, die deutlich energiereduziert hergestellt werden können und darüber hinaus 60 kg CO2 pro Tonne Steine aufnehmen und binden. Während der Produktion liegt ein weiterer Fokus auf der Realisierung geräuscharmer Prozesse, ohne die Umwelt durch einen hohen Einsatz von Hydraulikölen zu belasten. Abgerundet werden die Vorzüge dieser Produktionsstätte durch die Gestaltung einer mitarbeiterfreundlichen Umgebung. Die lichtdurchflutete Produktionshalle bietet ein ganzheitliches Sicherheitskonzept, dass nicht nur effiziente und kurze Laufwege und ergonomisches Arbeiten beinhaltet, sondern auch eine hervorragende Zugänglichkeit zu einzelnen Sicherheitsbereichen und Anlagenteilen gewährleistet, um Reparatur- und Wartungsarbeiten bedienerfreundlich zu gestalten.
Durch die erfolgreiche Zusammenarbeit mit der Rekers GmbH leistet Vandersanden einen wichtigen Beitrag zum Umweltschutz und setzt sich das Ziel, bis 2050 vollständig CO2-neutral zu werden.
Die Rekers GmbH wurde ausgewählt, da das familiengeführte Unternehmen aus Sicht von Vandersanden dieselbe Unternehmensphilosophie pflegt. Innovative Maschinentechnik für höchste und zukunftsorientierte Produktanforderungen gepaart mit wartungsfreundlicher Zugänglichkeit zu den Maschinen. Rekers denkt in den Abläufen nicht nur an die Maschinentechnik oder das zu produzierende Endprodukt, sondern auch an eine bedienerfreundliche Handhabung und vor allem auch an die Zukunft – mit energiesparenden Anlagen in der Fertigung. Dies im Zusammenklang mit der schnellen und einfachen Kommunikation hat Vandersanden davon überzeugt, mit Rekers das Projekt der innovativen Pirrouet-Produktionsanlage erfolgreich in Lanklaar zu realisieren.
Weitere Projektbeteiligte
Die Maschinenfabrik Gustav Eirich GmbH & Co. KG, Hardheim hat für die neue Produktion von Vandersanden je einen Eirich Intensivmischer R24 (2.250 l) und RV12 (500 l) für Kern- und Vorsatzbeton sowie Labormischer EL5 Profi Plus geliefert. Das Ergebnis: Der notwendige Materialaufschluss durch die hohe spezifische Mischenergie gewährleistet exzellente Produktion und Produkte.
Eng. Luca Cellini von MCT Italy, einem weiteren Vandersanden-Projektpartner, ergänzte: „Vandersanden ist nicht nur einer der größten, sondern auch einer der nachhaltigsten Ziegel- und Pflastersteinhersteller in Familienbesitz in Europa. Handwerkskunst, Co-Creation, Innovation und Nachhaltigkeit sind die Schlüsselbegriffe ihres Ansatzes. MCT Italy und Vandersanden haben sehr hohe Ziele: Sie wollen bis zum Jahr 2050 vollständig CO2-neutral sein. Um dieses Ziel zu erreichen, ist MCT Italy eine Partnerschaft mit Vandersanden eingegangen, um die Prozesse, Produktionsmethoden und das Werk nachhaltiger zu gestalten. Aber das ist noch nicht alles: durch die Entwicklung neuer, innovativer Produkte trägt Vandersanden zur Verringerung des Rohstoffverbrauchs, des Energieverbrauchs und der CO2-Emissionen bei.“
CONTACT
Vandersanden
Riemsterweg 300
3740 Bilzen/Belgium
+32 8951 0140
Rekers GmbH
Maschinen- und Anlagenbau
Gerhard-Rekers-Str. 1
48480 Spelle/Germany
+49 5977 9360
Robert Thomas Metall- und Elektrowerke
GmbH & Co. KG
Hellerstr. 6
57290 Neunkirchen/Siegerland
+49 2735 788-0




