Paving block factory in Belgium invests in future technology












The Prefer Beton company is located in Flemalle near Liège (Belgium). Besides a precast concrete plant the company is operating a paving block factory here. Both factories are conveniently placed as regards transport facilities on the bank of the river Maas.
When the paving block factory was fully utilized and the production quality of the concrete products did no longer satisfy the requirements of the company‘s management, Prefer opted for a new investment. The new block machine and the installation, however, had to fulfill drastic requirements in terms of quality, productivity and versatility. The subject of noise protection was also a criterion a choice. The municipality demanded that the maximum noise pollution outside the production hall has to be < 50 dB. Another aspect was to reduce the vibration transfer because the vibration of the block making machine should no longer be felt on the other side of the canal.
This was an enormous challenge both for the concrete factory and the machine manufacturing company Quadra. The block making machine that is installed in Belgium now was the one on the Quadra booth at the last bauma. The machine has been delivered in July 2010 and is in operation since August. In addition to the requirements mentioned above, the manufacturer of concrete products Prefer intended to acquire the whole plant from one and the same supplier. They wanted to have only one interlocutor. Consequently, Quadra provided the overall plant concept and carried out the installation itself. The applied robotics at the removal conveyor and/or the cubing system are particularly noteworthy parts of this plant. These subjects are specially described in later parts of the article.
Manufacturing of concrete
The concrete batching and mixing plant has been delivered by EDM Beton which is a subsidiary of Quadra. The raw material feeding is effected through hoppers that are furnished with additional riddle grates. The raw materials sand and gravel are stored in the five aggregate bins. The weighing cells, which are weighing the aggregate amounts according to the master control, are mounted at the bin discharge. A proportioning belt weigher carries the respective amounts of aggregates to the mixing machine. The aggregates are charged in the cone mixer (Kniele KKM 3000/4500) through a skip bucket on an inclined belt conveyor.
The large-scale steel frame erected in the mixing hall, however, has an additional function that comes up to a special feature of the plant: the mixer discharge at the floor of the cone mixer is designed as a gate with articulated bracket that can be moved in horizontal direction. At the beginning of the discharging process this opening is just opened slightly and the fresh concrete is falling to the conveyor belt passing an especially designed surge bin. That conveyor belt is led through an opening in the partition wall into the adjacent hall to the block making machine. Feeding of the conveyor belt is controlled according to the filling level in the feeding hopper of the machine by controlling the mixer opening and thus the concrete discharge. Two lasers measure the filling level in the hopper and transfer the data to the master computer. This smart idea avoids that the feeding hopper/box is filled unevenly and/or stockpiled. The material flow control starting already at the mixer discharge is working against this undesirable phenomenon.
Block making machine Q12 HP
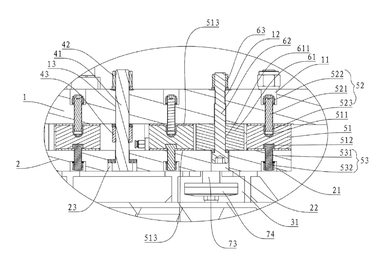
In many details the block making machine of Quadra is different from the models offered by the competition. Probably the main difference is the fact that the machines are based on anti-vibrating mountings made of elastomer on which the steel frame of the machine lies. This kind of „stilt mounting“ is an advantage because the machine is free to move. The strains created during the displacements of the feeding box and tamper head are not transmitted to the ground as well as no vibration spread. The frame is also protected against dynamic loads. The structure is elevated which provide easy accessibility for cleaning purposes.
The modular one-piece vibrating system (patented) lets the opportunity to differentiate the vibration characteristics between the front and rear of the vibrating table. Thus the filling of concrete in the mould is homogeneous to obtain concrete products with a constant density throughout the moulding surface. The vibrating force is made by 4 independent shafts equipped with unbalance and powered by 4 electronically controlled engines. The vibrators are oil-bath lubricated and are well tried for many years. All Quadra vibrators are designed on the closed box model with efficiency and longevity. The lateral positioned motorisation to one side of the vibrating press lets a large access and a component protection. The engines are completely isolated from vibration loads to ensure reliability and longevity. The vibrating force reaches 270 kN at 75 Hz.
For better vibration efficiency, Quadra has developed a retractable table reference device (patented). According to the vibrating cycle, this device brings:
» Reduced vibrating cycle time,
» Accurate height calibration of the products,
» Reduction of stress transmitted to the mould and mould wearing reduction.
The tamper head movement is synchronized by a mechanical device ensuring a precise positioning. Its movement is continuously controlled by linear measuring and its speed is controlled by a proportional hydraulic command.
To obtain a precise products’ height, the stop in the lowest position of the tamper is made on mechanical stops. The height modification of these stops is made by a vertical displacement ordered directly from the control desk. As no manual operation is needed, the time required to adjust the height of the finished product is 10 to 15 seconds.
The hydraulic unit is placed behind the block machine and is servo motors driven. The oil flow is permanently controlled (monitored) and operated according to the load. The hydraulic cylinders are always closed when vibration is operating. This provides a protection against soiling, damaging and improve the life time of the equipements.
The overall design of the production line obviously demonstrates the aim of Quadra to manufacture a durable machine.
What are the next steps?
At present, the company is manufacturing only concrete products without face mix in Flemalle. However, everything has already been prepared for face mix concrete as well. Both production line and control system are provided with the space and connector required so that the face mix equipement can be retrofitted without much effort later. The machine manufacturing company Quadra and the concrete factory are in particular proud of the chance to benefit even more of the plant‘s advantages in future: the plant technology of Quadra allows a quick changeover/mold changes. The French machine manufacturer states that his block making machine allows a product change in less than 10 minutes.
The current cycle time is about 13 seconds, this could, however, be arranged even quicker if the surface quality would not be that important. Prefer is very satisfied with this cycle time and the respective quality achieved of the products manufactured at present.
Curing Chamber
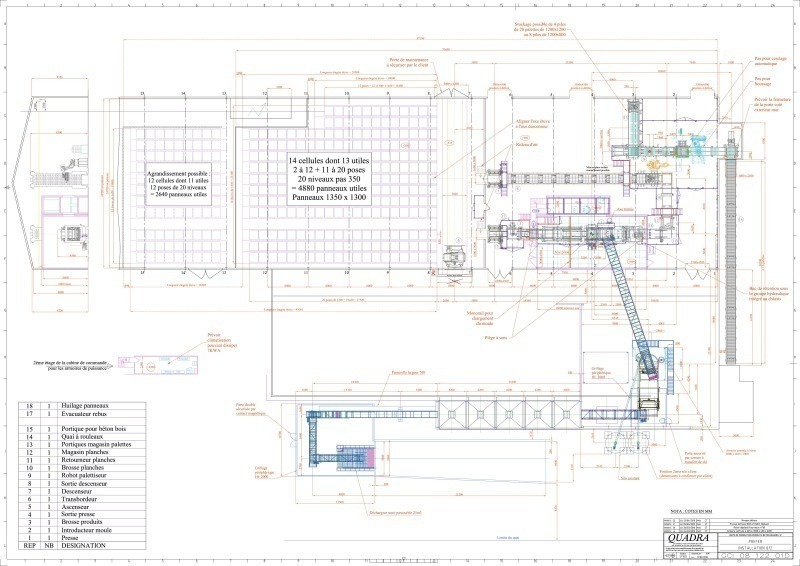
Quadra has also installed the elevator and lowerator. One unit can carry 20 layers. The distance between the chamber levels amounts to 350 mm. The curing chamber has a capacity to store 4880 pallets. A ventilation system at the rear panel of the chamber provides for adequate air circulation. On the dry side production lane the steel boards supporting the concrete products are taken up by a walking beam conveyor and are transported to the cubing station. This kind of conveyor moves the production boards without friction and noise in a smooth and fast way.
The highlight: the cubing system
This factory layout has included a robot in the cubing system of the products because of the complexity of the packaging. The reason of using a robot is that the moulding dimension and the transport pallets dimension can be different. Prefer is using transport pallets of dimension 1200 x 1200 and 1200 x 800. All packaging configurations have to be achieved with the same cycle time than the block machine.
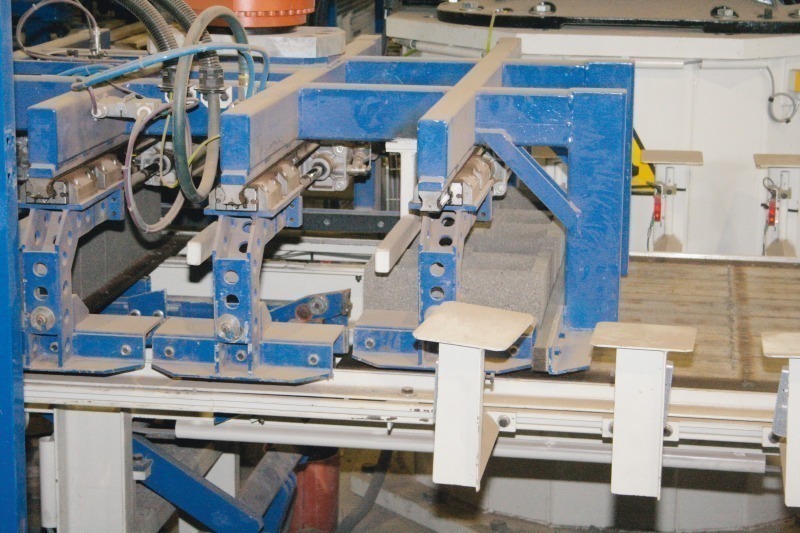
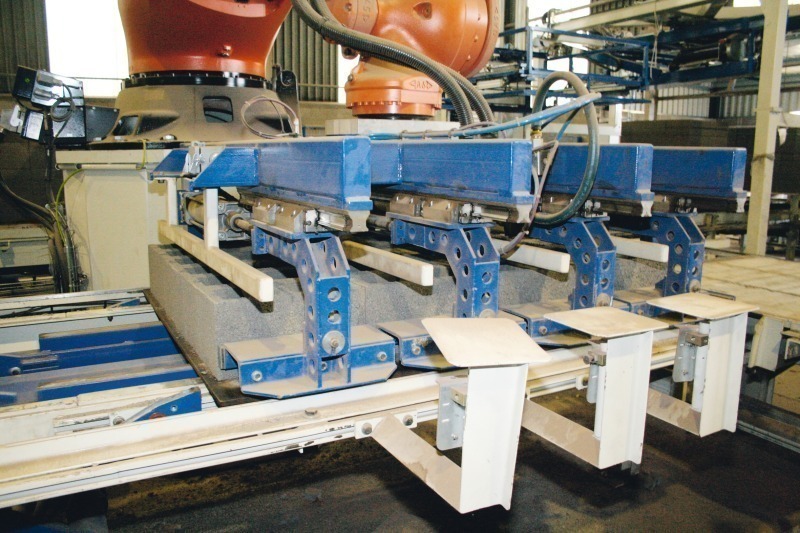
A Kuka robot – being particularly programmed by Quadra – executes the complex stacking requirements. The „artificial arm“ has a load capacity of 1300 kg.
Hollow core blocks had been produced when we visited the company. The package size common in Belgium for such products can only be achieved with complex algorithms of the board size and/or the board loading: a production board consists of 6 rows covering 3 blocks each (18 blocks). Each package should take up 2 rows of 6 blocks each. In this configuration, 2 transport pallets are loaded in the same time, the robot is picking concrete products on two different production pallets. When programming it was decided that the robot had to stack a double package which then has to be separated into two packages automatically. Consequently, the robot has to work as follows: he takes up all three rows from the first board and lifts them. Afterwards the arm moves to the next board in order to pick up the still missing row of blocks there. When the robot has 4 rows in his clamp, he rotates 180 degrees and puts this layer on two pallets of the removal conveyor. The two rows remaining now on the just „started“ production board are lifted by the robot again. He then moves to the next board and takes up two more rows here. Again, he has four rows of blocks in his clamp, rotates and puts this layer down. In the next step of removal, the robot then grips 1 and 3 rows. Then the algorithm starts again.
If five layers were stacked, these two stacks are separated automatically and are carried outside on two pallets. Such an algorithm is recorded in the control system for each product manufactured in the factory of Prefer and the respective packages.
Outlook
The decision of Prefer to modernize its factory is really in line with the current trend. Increasing quality awareness and at the same time growing demands concerning the quantity and efficiency often require investments in new plant technology. In this factory in Belgium the decision made in favor of the manufacturer Quadra took many important key points into account: innovative layout, an increase in productivity, improvement in quality, product variety, noise reduction and much more. As a result it is not an overstatement to say that both the machine manufacturing company and the factory in Belgium are very satisfied with the performance of the block making machine and the overall installation.